Zuckerkekse. Produktionslinie für Zuckerkekse
Inhaber des Patents RU 2443113:
Die Erfindung bezieht sich auf Nahrungsmittelindustrie. Art der Herstellung Zuckerkekse Dabei wird der Teig durch gleichzeitiges Mischen von Mehl, Zucker, Margarine, Eigelb und Salz zubereitet, der Teig geknetet, geformt und gebacken und anschließend abgekühlt. Als Mehl wird Triticalemehl mit Pektin im Verhältnis 100:1 verwendet. In diesem Fall wird die Mischung aus Mehl und Pektin vor dem Kneten nicht länger als 30 Minuten aufbewahrt. Das vorgeschlagene Verfahren zur Herstellung von Zuckerkeksen ermöglicht es, ein Produkt mit niedrigem und erhöhtem Kaloriengehalt zu erhalten Nährwert, und erhöhen auch die Haltbarkeit auf 4 Monate. 2 Tische
Die Erfindung betrifft die Lebensmittelindustrie, nämlich die Süßwarenproduktion.
Zuckerkekse sind ein aus Mehl hergestelltes Süßwarenprodukt Plastikteig Mit hoher Inhalt Zucker und Fett. Produkte aus solchem Teig sind krümelig und quellen gut auf. Die Eigenschaften von Zuckerkeksen müssen GOST 24901-89 entsprechen. Plätzchen.
Es ist ein Verfahren zur Herstellung von Brot aus Weizenmehl bekannt, bei dem man zuvor mit Salz gemahlene Pektine in die Teigzubereitung einbringt, aus dieser Mischung eine wässrige Solepektinlösung herstellt, eine Hefesuspension herstellt und anschließend den Teig herstellt RU 2341084 C1, 12 20.08.2008.
Die Einführung einer Solepektinlösung ermöglicht die Verwendung von Allzweckweizenmehl gemäß GOST R 25189-2003 mit reduziertem Glutengehalt, aus dem Brot gewonnen werden kann Qualitätsmerkmale, entspricht dem Standard für Brot aus Weizenmehl.
Es gibt auch ein bekanntes Herstellungsverfahren Butterkeks-Plätzchen mit regelmäßigem Kneten des Teigs nach dem Standardrezept für „Shortbread“-Zuckerkekse aus Weizenmehl Prämie, Puderzucker, Butter, Melange, Salz (Rezepte für Kekse. - M.: AgroNIITEIP, 1987. - S. 150). Die Emulsion wird in einem Emulgator 5-10 Minuten lang zubereitet, und die Rezepturmischung wird im Behälter einer Teigmischmaschine zubereitet, das gesamte Wasser entsprechend der Berechnung hineingegossen und 10 Minuten lang geknetet. Anschließend separat in Wasser (Wassertemperatur 15-20°C) vorgelöste chemische Sprengmittel hinzufügen und letzter Ausweg Fett mit einer Temperatur von ca. 40°C, Aromastoffe. Das Kneten wird fortgesetzt, bis eine Masse mit homogener Konsistenz entsteht. Von der berechneten Gesamtmenge wird die Wassermenge zum Auflösen chemischer Sprengmittel abgezogen. Teig in Maschinen kneten periodische Aktion erfolgt durch Mischen der Rezeptmischung mit Mehl. Eine Emulsion, eine Mischung aus Mehl und Krümeln, gelangt gleichzeitig in zwei parallelen Strömen in die Teigmischmaschine. Die Dauer des Knetens hängt von der Qualität der Rohstoffe ab. Bereitschaft Zuckerteig durch seine Plastizität bestimmt. Anschließend werden unter Werkstattbedingungen die Teiglinge geformt und auf Backbleche gelegt.
Das Backen erfolgt bei einer Temperatur von 230–240 °C und Abkühlung auf 50 °C (Bernstein T.S. et al. Technologische Anweisungen zur Herstellung von Mehl Süßwaren. - M.: AgroNIITEIP, 1992. - S.24).
Nachteile diese Methode Sind:
1. Hoher Rohstoffverbrauch (Zucker und Butter).
2. Das Formen ist schwierig, der Teig klebt in den Formen.
3. Hoher Kaloriengehalt und geringer Nährwert der Fertigprodukte.
4. Erhebliche Qualitätsabhängigkeit fertiges Produkt aus dem verwendeten Mehl.
5. Kurze Haltbarkeit (3 Monate nach dem Backen).
6. Starke Bröckeligkeit und Zerbrechlichkeit des Endprodukts.
7. Ölen des Verpackungsmaterials.
Diese Methode kommt der vorgeschlagenen Methode technisch am nächsten und wir betrachten sie als Prototyp.
Die technische Lösung des Problems besteht darin, Zuckerkekse mit standardisierten organoleptischen und physikalisch-chemischen Eigenschaften herzustellen, die Zuckerkeksen aus Weizenmehl in technologischen und Verbrauchereigenschaften überlegen sind.
Das Ziel wird durch die Tatsache erreicht, dass bei der Herstellung von Zuckerkeksen die Zubereitung des Teigs durch gleichzeitiges Mischen von Mehl, Zucker, Fett, Eigelb und Salz, das Kneten des Teigs, das Formen und Backen der Produkte bei einer Temperatur von 220–240 °C umfasst mit anschließender Abkühlung auf 50°C wird erfindungsgemäß Triticalemehl „Leader“ mit Pektin CLASSIK AU 701 im Verhältnis 100:1 verwendet, Margarine wird als Fett bei einer Temperatur von +2-0°C eingenommen, Ei Eigelb und im folgenden Verhältnis gemischt, kg:
In diesem Fall wird die Mischung aus Triticale-Mehl „Leader“ und Pektin CLASSIK AU 701 vor dem Kneten nicht länger als 30 Minuten aufbewahrt. Nachdem der Teig einen Feuchtigkeitsgehalt von 37-45 % erreicht hat, wird er 100-100 Minuten ruhen gelassen. Nach ca. 120 Minuten wird das Produkt geformt und gebacken.
Die Neuheit des vorgeschlagenen Vorschlags liegt darin, dass bei der Herstellung von Zuckerkeksen Mehl einer neuen Art von Triticale-Getreide „Leader“ unter Zusatz von niedrig verestertem Pektin verwendet wird.
Die beanspruchte technische Lösung ermöglicht es, Zuckerkekse mit ausgezeichneter Qualität zu erhalten Aussehen und einen angenehmen, langanhaltenden Nachgeschmack, einen hohen Nährwert der fertigen Produkte und eine längere Haltbarkeit von bis zu 4 Monaten. Das Produkt bröckelt nicht, bricht nicht, Fett wird nicht ranzig und verölt die Verpackungsmaterialien nicht. Darüber hinaus wird die Menge der verfügbaren Salze reduziert Schwermetalle dank der komplexierenden Eigenschaften von Pektin.
Dieses Ergebnis wird dank der Teigzubereitungsmethode erreicht, die das gleichzeitige Mischen eines aus Rohstoffen gemäß Rezeptzusammensetzung und technologischen Anweisungen hergestellten Halbzeugs und einer Mischung aus Triticale-Mehl „Leader“ mit 70 % Ausbeute und 15 % Feuchtigkeit umfasst. , mit niedrig verestertem Pektin, Feuchtigkeit 13,5 %.
Wenn trockene Zutaten mit unterschiedlichem Feuchtigkeitsgehalt gemischt und im gemischten Zustand gehalten werden, kommt es zu einer Umverteilung der Feuchtigkeit, was zu einer Zustandsänderung der Pektinmolekülketten führt. Beobachtet wird auch die Herstellung des Kohlenhydrat-Amylase-Komplexes von Triticale-Mehl zur Modifizierung.
Die Methode zur Herstellung von Zuckerkeksen ist wie folgt. Die Aufbereitung der Rohstoffe für die Herstellung von pektinhaltigen Zuckerkeksen aus Triticale-Mehl erfolgt nach technologischen Vorgaben (T.S. Bernstein et al. Technologische Anleitung zur Herstellung von Mehlsüßwaren. - M.: AgroNIITEIP, 1992. - P .6).
Das Eigelb wird mit Zucker, Salz vermischt und zerkleinert, sehr gekühlte Margarine wird hinzugefügt, entsprechend GOST 240-85. Die Basis ist Margarine mit einem Massenanteil an Fett von mindestens 82 %.
Das Halbzeug wird im Verhältnis Zucker: gut gekühlte Margarine: Eigelb: Salz im Verhältnis 4,4: 6,0: 2,0: 0,21 in einer Teigmischmaschine mit niedriger Drehzahl der Messer für 5- zubereitet. 10 Minuten, bis eine homogene Masse entsteht. Der Feuchtigkeitsgehalt des Halbzeugs beträgt 70-75 %.
Dann fügen Sie die vorbereitete Mischung aus Triticale-Mehl „Leader“ mit 70 % Ausbeute, 15 % Luftfeuchtigkeit und einer Fallzahl von 118–123 s hinzu. mit niedrig verestertem Pektin CLASSIK AU 701, Feuchtigkeitsgehalt 13,5 %. Bei dem vorgeschlagenen Verfahren erfolgt das Mischen von Triticalemehl und Pektin unter Werkstattbedingungen unter intensiver Durchmischung. Gemäß der vorgeschlagenen technischen Lösung wird die vorbereitete Pektin-Mehl-Mischung vor der Verwendung nicht länger als 30 Minuten aufbewahrt.
Das Kneten von Teig in Chargenmaschinen erfolgt durch Mischen des Halbzeugs mit einer Pektin-Mehl-Mischung. Die Dauer des Knetens hängt von der Qualität der Rohstoffe ab. Die Bereitschaft von Zuckerteig wird durch seine Plastizität bestimmt. Der Teig wird mit einem Feuchtigkeitsgehalt von 37–45 % erhalten und 100–120 Minuten bei Temperatur ruhen gelassen. Anschließend werden unter Werkstattbedingungen die Teiglinge geformt. Der Teig wird zu einer 5-8 mm dicken Schicht ausgerollt, aus der verschiedene Figuren geformt und auf trockene Backbleche gelegt werden.
Das Backen erfolgt bei einer Temperatur von 220–240 °C, gefolgt von einer Abkühlung auf 50 °C.
Um die Ausbeute des fertigen Produkts zu berechnen und das Rezept zu erstellen, haben wir das experimentell ermittelte Verhältnis der Zutaten berücksichtigt, d.h. Ladegewicht jeder Rohstoffart in Kilogramm, Trockenmassegehalt jeder Rohstoffart in %, Trockenmasseverlust in %, Trockenmassegehalt in Fertigprodukten oder Halbfabrikaten in %. Bei der Berechnung der Rezeptur wurde der Standardfeuchtigkeitsgehalt der Rohstoffe zugrunde gelegt (Triticalemehl „Leader“ 15 %, Kristallzucker 0,15 %, Margarine 16 %, Eigelb 48 %, Salz 3,5 %, Pektin 13,3 %). Der Feuchtigkeitsgehalt von Zuckerkeksen beträgt 3,5 %.
Bei der Bestimmung des Trockensubstanzgehalts in Rohstoffen in % wurde der Feuchtigkeitsgehalt der Rohstoffe in % von 100 % (der Trockensubstanzgehalt im Mehl beträgt 100-15 = 85 %) abgezogen Kristallzucker 100-0,15=99,85 %, ähnlich für andere Zutaten).
Die Verluste für Zuckerkekse werden anhand von Referenzdaten ermittelt und betragen 1,5 %. Um die bei der Berechnung der Rezeptur entstandenen Verluste zu ermitteln, wurde aus dem Rohstoffverbrauch, ausgedrückt in Trockensubstanzen pro Tonne Halbzeug, die Ausbeute, ebenfalls ausgedrückt in Trockensubstanzen, berechnet, die resultierende Differenz mit 100 multipliziert und dividiert durch den Rohstoffverbrauch in Trockensubstanz:
für Mehl 556,67·85,0/100=473,16;
für Zucker 218,24·99,85/100=217,91;
für Margarine 279,57·84,00/100=234,84;
für Eigelb 92,89·52,00/100=48,30;
für Salz 0,54·96,50/100=0,52;
für Pektin 5,57·86,50/100=4,82.
Gesamttrockenmasseverbrauch:
473,16+217,91+234,84+48,30+0,52+4,82=979,55 kg.
Trockensubstanzverluste ab 979,55 kg:
Trockensubstanzausstoß 979,55-14,69=964,86 kg.
Ausfahrt fertige Kekse Die Sachleistungen wurden nach folgender Formel berechnet:
964,86 kg – 96,5 %
Das Rezept zur Herstellung pektinhaltiger Zuckerkekse aus Triticalemehl pro Tonne Fertigprodukt ist in Tabelle 1 aufgeführt.
| Tabelle 1 | |||
| Name der Rohstoffe | Massenanteil der Trockensubstanz, % | Rohstoffverbrauch, kg | |
| Genau genommen | in Trockenmasse | ||
| Triticale-Getreidemehl „Leader“ | 85,00 | 556,67 | 473,16 |
| Kristallzucker | 99,85 | 218,24 | 217,91 |
| Margarine | 84,00 | 279,57 | 234,84 |
| Eigelb | 52,00 | 92,89 | 48,30 |
| Salz | 96,50 | 0,54 | 0,52 |
| Pektin CLASSIK AU 701 | 86,50 | 5,57 | 4,82 |
| Gesamt | 1153,48 | 979,55 | |
| Trockenmasseverlust 1,5 % | 14,69 | ||
| Ausfahrt | 96,5 | 1000,00 | 964,89 |
Die Anforderungen an Triticale-Mehl ähneln denen für Weizenmehl. Es ist bekannt, dass Triticale im Vergleich zu Weizen enthält große Menge Mineralien, Vitamine. Triticale-Fette bestehen hauptsächlich aus ungesättigten Glyceriden Fettsäuren(Ölsäure und Linolsäure), die im Körper höherer Tiere und Menschen nicht synthetisiert werden. Hohe enzymatische Aktivität und Proteinlöslichkeit ermöglichen die Verwendung von Triticale-Getreide zur Herstellung von Mehl für Süßwaren.
An Laborproben wurde ein Vergleich der Eigenschaften von Weizen- und Triticalemehl durchgeführt. Das Mahlen der Getreideproben wurde auf einer Laborgetreidemühle MZSE durchgeführt.
Mehlstudien decken den gesamten Qualitätsbereich ab, der für Weizenmehl GOST R 52189-2003 vorgesehen ist. Weizenmehl. Sind üblich technische Bedingungen, für Triticalemehl TU RF 11-114-92. Triticale-Mehl. Allgemeine technische Bedingungen.
Die Vergleichbarkeit der Forschungsergebnisse zeigte, dass Triticale-Mehl weniger mit Schwermetallsalzen und Pestizidrückständen belastet ist, was die Nachhaltigkeit der Triticale-Sorten bestätigt. Das Fehlen von Mykotoxin B 1 in Proben von Triticale-Mehl bestimmt dessen Bevorzugung bei der Produktion.
Auf meine Art chemische Zusammensetzung Weizen- und Triticalemehl sind ähnlich. Die quantitative Zusammensetzung der untersuchten Hauptstoffe ist im Triticalemehl höher als im Weizenmehl.
In Bezug auf die organoleptischen Eigenschaften steht Triticalemehl Weizenmehl in nichts nach. Im Vergleich zu Weizenmehl hat Triticalemehl süßlicher Geschmack. Der Geruch aller erhaltenen Mehlproben ist angenehm, die Farbe ist charakteristisch für Mehl. Triticale-Mehl hat im Vergleich zu Weizenmehl einen helleren Gelbstich.
Physikalisch-chemische Indikatoren von Mehlproben, die den Massenanteil an Feuchtigkeit, Menge und Qualität von Rohgluten, Fallzahl charakterisieren, Massenanteil Asche und Säure werden als die wichtigsten Faktoren für die Berechnung bestimmt, wenn die in der angegebenen Lösung erforderlichen Inhaltsstoffe ermittelt werden.
Unter Berücksichtigung des Werts jedes Mehlindikators als unabhängige Zufallsvariable wurde festgestellt, dass Mehlqualitätsindikatoren mit einer Streuung der Standardabweichung σ(X) > 0,5 durch Inversion bestimmt und entsprechend ihrer technologischen Eigenschaften untersucht wurden: für Weizen und Triticale Mehl – fallende Zahl mit Standardabweichung (1,65).<σ(Х)<1,90).
Der durchschnittliche Zahlenwert der Fallzahl für Weizenmehl beträgt 158 s; für Triticale-Mehl 123,5 s, was die unterschiedlichen Zustände des Kohlenhydrat-Amylase-Komplexes von Weizen- und Triticale-Mehl bestätigt. Aufgrund der instabilen Stärkestruktur und der Anwesenheit von Alpha-Amylase weist Triticale-Mehl eine niedrige Fallzahl auf. Die fallende Zahl ist einer der Hauptindikatoren, die die notwendigen Eigenschaften von Mehl bestimmen.
Kohlenhydrate im Mehl liegen in Form von Stärke, Zucker und Dextrinen vor. Den größten Anteil nimmt Stärke ein (bis zu 68 %). Ein charakteristisches Merkmal von Stärke ist ihre Fähigkeit, in Wasser (bei 50 °C) zu quellen und dann zu gelatinieren, wenn die Temperatur auf 67,5 °C ansteigt. Die Eigenschaften von Triticale-Mehl wurden anhand des Zustands des Kohlenhydrat-Amylase-Komplexes beurteilt, der mit der großen technologischen Bedeutung solcher Unterschiede zwischen Triticale-Mehl und Weizenmehl, wie einem höheren Gehalt an eigenen Zuckern, einer niedrigeren Gelatinierungstemperatur, verbunden ist Stärke und ihre größere Angriffsfähigkeit. Wenn Schleim aufquillt, bindet er viel Feuchtigkeit. Daher weist Mehl mit einem hohen Gehalt an solchen Kohlenhydraten eine höhere Feuchtigkeitskapazität auf.
Triticale-Mehlstärke ist im Vergleich zu Weizenmehlstärke weniger hitzebeständig: Sie hydrolysiert und gelatiniert beim Backen leichter.
Physikalisch-chemische Indikatoren beeinflussen die organoleptischen Eigenschaften des Produkts. Durch die Änderung der Fallzahl werden Anpassungen an der Geschmacks-, Geruchs-, Form- und Oberflächenbildung des Endprodukts vorgenommen.
Veränderte biotechnologische Prozesse des Mehls führen zu Veränderungen seiner technologischen Eigenschaften, die im Experiment als diskrete Zufallsvariablen betrachtet wurden.
Die berechneten Werte der Standardabweichung aller Testproben ermöglichen die Festlegung von Konfidenzintervallen für jedes Standardmerkmal von Mehl, die den Parameter des Durchschnittswerts mit einer Zuverlässigkeit von γ = 0,95 anzeigen.
Der wahre Wert der gemessenen Größe entspricht ihrem mathematischen Erwartungswert:
![]()
wobei σ die Standardabweichung ist;
t γ ist ein Indikator für Stichprobenwerte bei γ = 0,95 und n ist die Anzahl der Stichproben.
Die ermittelten Verteilungsparameter sind in Tabelle 2 aufgeführt.

Durch die statistische Analyse der Veränderungen der Mehleigenschaften konnte festgestellt werden, dass die Durchschnittswerte jedes Inversionsindikators, die als zufällige diskrete Werte betrachtet werden, als Ergebnis der Berechnungen in das Intervall (117,1:164,4) fallen. Das Konfidenzintervall für Triticale-Mehl beträgt (117,1:132,2), was es als den Hauptrohstoff charakterisiert, der für die Verwendung in hochpräzisen Produkten unter Zusatz von Lebensmittelzusatzstoffen, die die technologischen Eigenschaften von Triticale-Mehl korrigieren, empfohlen wird.
Pektin wird in Form von feinkristallinem Pulver mit einem Feuchtigkeitsgehalt von 13,5 % verwendet. Informationen über Pektin ermöglichen es uns, Verallgemeinerungen und Schlussfolgerungen zu ziehen, die die Grundlage für die Auswahl der Werte von Qualitätsindikatoren bilden, die den Zielen am besten entsprechen.
Pektin wird als natürliches Entgiftungsmittel verwendet, weist die Eigenschaften von Ballaststoffen und einem Schutzkolloid auf und wird für den menschlichen Verzehr zu therapeutischen und prophylaktischen Zwecken empfohlen.
Pektin hat komplexbildende Eigenschaften; wenn es einem Produkt zugesetzt wird, bindet es aktiv Schwermetallsalze und reagiert mit instabilen Verbindungen und Radikalen anderer Produkte.
Die komplexierenden Eigenschaften von Pektinsubstanzen hängen vom Gehalt an freien Carboxylgruppen, also vom Veresterungsgrad des Pektins, ab. Der Veresterungsgrad bestimmt die lineare Ladungsdichte des Makromoleküls und damit die Stärke und Art der Kationenbindung. Einer der Hauptfaktoren (unter sonst gleichen Bedingungen), die die Komplexierungsfähigkeit beeinflussen, ist das Mengenverhältnis der wichtigsten funktionellen Gruppen im Pektinmolekül, das sind freie Carboxylgruppen, amidierte Carboxylgruppen und mit Methanol veresterte Carboxylgruppen (methoxylierte Carboxylgruppen).
Es wurde festgestellt, dass Apfelpektin CLASSIK AU 701 eine starke Wirkung als Komplexbildner hat (KC CLASSIK AU 701 = 41 % bei pH 3,0). Frühere Studien und positive Praxisergebnisse lieferten die Grundlage für den Einsatz als Komplexbildner in Zuckerkeksen aus Triticale-Mehl.
Die organoleptische Bewertung von Pektin umfasste die Bestimmung von Aussehen, Farbe, Geschmack und Geruch.
Nach etablierten Daten beträgt der Methoxylierungsgrad von Apfelpektin CLASSIK AU 701 36 %, die Luftfeuchtigkeit beträgt 13,5 %, der pH-Wert einer 1 %igen Pektinlösung in destilliertem Wasser beträgt 3,5, der Gesamtaschegehalt beträgt nicht mehr als 1,5 % Veresterungsgrad 36,0 %.
Die Standardabweichung aller untersuchten Eigenschaften von Pektin wird bestimmt (σ(X)<0,5). Пектин относится к сырью со стабильными технологическими характеристиками. Низкоэтерифицированный яблочный пектин CLASSIK AU 701 насыщен минеральными веществами.
Die Einführung von niedrig veresterten Pektinen beim Mischen mit Triticale-Mehl als Ergebnis des Experiments zeigte, dass das optimale Verhältnis von Triticale-Mehl zu Pektin 100:1 beträgt.
Die organoleptischen und physikalisch-chemischen Eigenschaften entsprechen GOST 24901-89. Plätzchen. Allgemeine technische Bedingungen.
Die fertigen Produkte erhalten die richtige Form. Die Oberfläche der Produkte ist glatt, ohne Risse oder Risse, glänzend. Die Farbe ist gleichmäßig golden. Der Geschmack ist süß, es gibt einen angenehmen, langanhaltenden Nachgeschmack. Der Geruch ist angenehm, charakteristisch für diese Art von Produkt.
Der Feuchtigkeitsgehalt von pektinhaltigen Zuckerkeksen aus Triticale-Mehl, die nach dem vorgeschlagenen Rezept und der vorgeschlagenen Technologie hergestellt wurden, betrug 9,6 %, wobei von GOST nicht mehr als 10,0 % empfohlen wurden. Der Massenanteil an Fett in der Trockenmasse betrug 11,2 %, empfohlen werden 4,0–12,0 %. Alkalität, Massenanteil an Asche und Benetzbarkeit liegen innerhalb der empfohlenen Grenzen.
Die vorgeschlagene technische Lösung ermöglicht es uns, den Zuckerverbrauch zu reduzieren und bei der Herstellung von Zuckerkeksen auf Butter zu verzichten, wodurch wir den Kaloriengehalt des Produkts reduzieren können. Erhöhen Sie durch die Verwendung von Triticale-Mehl und Pektin den Nährwert von Zuckerkeksen. Haltbarkeit auf 4 Monate verlängern. Reduzierte Zerbrechlichkeit von Zuckerkeksen. Es ist keine Ölung des Verpackungsmaterials zu beobachten.
Ein Verfahren zur Herstellung von Zuckerkeksen, einschließlich der Zubereitung von Teig durch gleichzeitiges Mischen von Mehl, Zucker, Fett und Salz, Kneten des Teigs, Formen und Backen von Produkten bei einer Temperatur von 220–240 °C, gefolgt von Abkühlen auf 50 °C, dadurch gekennzeichnet Als Mehl wird Triticale verwendet. „Leader“-Mehl mit Pektin CLASSIK AU 701 im Verhältnis 100:1, und Margarine wird als Fett bei einer Temperatur von +2-0°C verwendet, Eigelb wird im folgenden Verhältnis gemischt, kg:
In diesem Fall wird die Mischung aus Triticale-Mehl „Leader“ und Pektin CLASSIK AU 701 vor dem Kneten nicht länger als 30 Minuten aufbewahrt. Nachdem der Teig einen Feuchtigkeitsgehalt von 37–45 % erreicht hat, wird er 100–120 Minuten ruhen gelassen Minuten wird das Produkt geformt und gebacken.
Ähnliche Patente:
Die Erfindung betrifft die Lebensmittelindustrie, nämlich die Herstellung von Mehlsüßwaren, und kann zur Herstellung von Keksen mit funktionellen Eigenschaften und erhöhter biologischer Wertigkeit verwendet werden
n1.doc
1 Herstellung von ZuckerkeksenKekse werden in einer breiten Palette hergestellt, die sich im Gehalt der Hauptzutaten Zucker und Fett, in Struktur, Geschmack und aromatischen Qualitäten unterscheiden und gemäß den aktuellen Standards in Zucker, Lang-, Butter- und Trockenkekse (Cracker) eingeteilt werden.
Zuckerkekse sind stark krümelig, porös, quellen gut, ihre Oberfläche ist glatt und auf der Vorderseite der Oberfläche kann ein komplexes klares Muster angebracht werden. Das Rezept für Zuckerkekse umfasst 10–14 Arten von Rohstoffen: Mehl, Maisstärke, Puderzucker oder Kristallzucker, Invertsirup, Margarine, Melange, Milch, Kakaopulver, Salz, Kaffee, Vanillepulver, Essenz, gebrannter Zucker, Chemikalien Backtriebmittel.
Für seine Zubereitung wird Mehl der höchsten, ersten und zweiten Klasse mit schwacher oder mittlerer Glutenqualität verwendet.
Es enthält erhebliche Mengen an Zucker und Fett. Der Gesamtzuckergehalt in der Trockenmasse (Saccharose) beträgt maximal 27 %, der Fettgehalt in der Trockenmasse beträgt je nach Mehlsorte 4 - 30 %. Der hohe Zucker- und Fettgehalt, der das Aufquellen der Mehlproteine begrenzt, führt beim Kneten zur Bildung eines plastischen, leicht zerreißbaren Teigs.
Der Feuchtigkeitsgehalt von Zuckerkeksen beträgt 3 - 9 %, die Alkalität beträgt nicht mehr als 2 Grad Alkalität, die Feuchtigkeit beträgt nicht weniger als 150 %, der Aschegehalt, unlösliche Salzsäure, beträgt nicht mehr als 0,1 %.
Zuckerkekse werden auf ShL-1P-Linien mechanisiert und auf Linien mit periodischem Teigmischen halbmechanisiert hergestellt. Mechanisierte Linien sorgen für ein kontinuierliches Kneten des Teigs.
Der technologische Prozess zur Herstellung von Zuckerkeksen besteht aus den folgenden Schritten und Vorgängen:
Aufbereitung von Rohstoffen und Halbfabrikaten;
Herstellung einer Rezepturmischung durch Chargenmischen oder Emulgieren
Mit kontinuierlichem Teigkneten;
Zubereitung von Teig;
Teigformen;
Bäckerei;
Kühlung;
Abschluss.
Die Produktion erfolgt erst nach einem Laborurteil über die Übereinstimmung mit GOST und die Eignung für den Gebrauch. Die Vorbereitung von Rohstoffen und Halbfabrikaten für die Produktion erfolgt gemäß den Anweisungen zur Verhinderung des Eindringens von Fremdkörpern in Produkte in Unternehmen der Süßwarenindustrie und in Genossenschaften, Hygienevorschriften für Unternehmen der Süßwarenindustrie, mit Ausnahme von Unternehmen Herstellung von Cremesüßwaren.
Zubereitung der Rezeptmischung Dazu gehört das Wiegen und Zuführen von Kristallzucker oder Puderzucker, Fett, Melange, Kondensmilch, Invertsirup, Milch oder Wasser und Salz in die Teigmischmaschine. Alle Komponenten werden etwa 10 Minuten lang in einer Knetmaschine gemischt, dann werden Lösungen chemischer Sprengmittel separat zugegeben. Ihre frühzeitige Einführung kann zu einer teilweisen Neutralisierung von Rohstoffen durch sauer reagierende Stoffe führen.
Bei der Verwendung von kontinuierlichen Teigmischmaschinen wird anstelle einer Rezepturmischung eine Emulsion hergestellt, bei der es sich um ein dispergiertes System aus gegenseitig unlöslichen Flüssigkeiten handelt: einer wässrigen Lösung wasserlöslicher Rezepturbestandteile und geschmolzenem Fett. In der Emulsion liegt das Fett in dispergierter Form vor, d.h. bildet seine dispergierte Phase. Die Flüssigkeit, in der sich die dispergierte Phase befindet, wird als Dispersionsmedium bezeichnet. Die Stabilität der Emulsion hängt von der Größe der Fettkügelchen ab.
Die Einhaltung der Rezeptur beim Mischen von Teig mit Emulsion hängt von der Stabilität der Emulsion ab. Die Emulsion sollte sich nicht trennen. Um eine starke, sich nicht trennende Emulsion zu bilden, ist die Anwesenheit eines Emulgators – eines Tensids – erforderlich. Der Emulgator reduziert die Oberflächenspannung an der Grenzfläche zwischen Wasser- und Fettphase, umhüllt die Partikel der dispergierten Phase mit einem dünnen, haltbaren Film und verhindert deren Verschmelzung.
Emulgatoren werden zusammen mit bestimmten Rohstoffen wie Melange und Milch eingeführt. Eiprodukte enthalten den natürlichen Emulgator Lecithin, während Milch den Emulgator Protein Kasein enthält. Sollte dieser Rohstoff nicht oder nur in unzureichender Menge im Keksrezept enthalten sein, V Als Lebensmittelzusatzstoffe werden Emulgatoren eingesetzt, meist Phosphatidkonzentrate und Rührpasten.
Die Verwendung von Rührpaste erhöht den Fettemulgierungsgrad, die Plastizität des Teigs und verbessert die Formqualität. Zudem reduziert sich der Zuckerkonsum um 5 %, der Melangekonsum um 20 %. Fehlende Trockenmasse mit Mehl ausgleichen. Die Buttermasse wird in einer Menge von 0,5 % zugegeben. Masse der Trockensubstanzen der Rohstoffe, die für 1 Tonne Kekse verwendet werden. Die Paste wird gleichzeitig mit der Fettzugabe zur Rezeptmischung gegeben.
Vorbereitung der Emulsion in einem Emulgator durchgeführt. Alle flüssigen Komponenten sowie Puderzucker oder Kristallzucker werden bei Arbeitsgeschwindigkeit in den Emulgator gegeben und 5-10 Minuten lang vermischt. Dann werden Lösungen chemischer Treibmittel und zuletzt geschmolzenes Fett bei einer Temperatur von etwa 40 °C und Aromastoffe hinzugefügt. Alles gründlich vermischen, bis eine glatte Masse entsteht, 7–10 Minuten. Emulsionstemperatur nicht mehr als 30
Erbsenpaste wird aus konzentrierten grünen Erbsen minderer Qualität mit Erbsensegmenten, Teilen von Keimblättern und Schoten hergestellt. Zunächst wird Erbsenpüree gewonnen und darauf basierend eine Leikomam-Paste mit 30 - 35 % Erbsenpüree; 55 -60 % Puderzucker; 10 % Süßwarenfett; 5 % Sojamehl und 0,3 – 0,5 % Sorbinsäure. Der Feuchtigkeitsgehalt der Leikopan-Erbsenpaste beträgt 35 %.
Erbsenpaste (bis zu 10 %) kann zur Herstellung von Fondant, Waffelfüllungen und Geleeprodukten verwendet werden.
Bei der Herstellung von Süßwaren können auch Mehl, Püree und Paste aus Kichererbsen und Mungobohnen verwendet werden.
Um eine hohe Fettverteilung zu erreichen, die die Festigkeit der Emulsion gewährleistet, wird die resultierende Mischung in einem speziellen kontinuierlichen Zentrifugalhomogenisator umgerührt. Enthält die Emulsion keinen Puderzucker, sondern Kristallzucker (es wird feinkristalliner Kristallzucker verwendet), kommt die Schallverarbeitung der Emulsion in einem hydrodynamischen Schallwandler zum Einsatz. Die Mischung wird wiederholt 20 Minuten lang durch den Konverter geleitet. Die daraus resultierenden elastischen Schwingungen mit Schallfrequenz beschleunigen den Auflösungsprozess von Kristallzuckerkristallen und die Bildung einer feindispersen Phase aus Fettkügelchen.
Somit gibt es zwei Schritte bei der Herstellung einer stabilen Emulsion. Im ersten Schritt wird aus allen Rezeptbestandteilen außer Mehl, Stärke und Krümeln in einem Mixer eine Rezepturmischung zubereitet; In der zweiten Stufe erfolgt der Prozess der Dispergierung von Fettkügelchen und der Auflösung von kristallinem Zucker.
Wenn das Rezept nicht-traditionelle Rohstoffe enthält (Molke, Magermilchpulver, Laktose, Traubenmost, Saft usw.), werden diese zusammen mit flüssigen Bestandteilen in die Emulsion eingebracht.
Die fertige Emulsion aus dem Emulgator wird in einen beheizten Zwischenbehälter mit Rührer geleitet, wo die Emulsionstemperatur auf maximal 30 °C gehalten wird. Aus dem Behälter wird die Emulsion kontinuierlich einer kontinuierlichen Teigmischmaschine zugeführt. Die Emulsion wird auch zum periodischen Mischen verwendet.
Die Technologie zur Herstellung von Emulsionen aus flüssigen Komponenten ermöglicht es, den Produktionsprozess zu vereinfachen und Spender für Emulsionen und für Massenkomponenten – Mehl, Stärke und Krümel – zu verwenden.
Den Teig vorbereiten Je nach Betriebsart der Teigmischmaschine erfolgt dies periodisch oder kontinuierlich. Im ersten Fall wird eine Rezepturmischung aus flüssigen Zutaten und Zucker zubereitet. Die eingefüllte Wassermenge wird unter Berücksichtigung des Feuchtigkeitsgehalts der Rohstoffe und in Abhängigkeit vom Feuchtigkeitsgehalt des Teigs berechnet. Wasser zum Lösen chemischer Treibmittel aus der gesamten zum Mischen verwendeten Wassermenge. Chemische Sprengmittel (Natriumbicarbonat, Ammoniumcarbonat) werden separat in Wasser bei einer Temperatur von 15 – 20 °C gelöst.
Anschließend wird die Rezepturmischung mit Mehl, Stärke und Krümeln vermischt (Krümel werden aus Keksabfällen gewonnen und in einer Menge von maximal 5 % hinzugefügt). Die Dauer des Knetens beträgt jeweils 20 - 30 Minuten abhängig von Lufttemperatur (Jahreszeit), Mehleigenschaften und anderen Faktoren. Die Rotationsgeschwindigkeit der Knetmaschinenflügel beträgt 14 - 20 min -1. Bei intensiverem Kneten verkürzt sich die Dauer auf 15 - 12 Minuten.
Der Feuchtigkeitsgehalt des Teigs beim Formen von Rohlingen mit einem Rotationsstempel sollte 15 - 17,5 % betragen. Mit zunehmender Luftfeuchtigkeit verstärkt sich das Anhaften des Teigs. Beim Kneten von Teig in kleinen Mengen und beim Formen des Teigs von Hand kann der Feuchtigkeitsgehalt des Teigs 20 % erreichen. Bei Teig, der mit Schlagstanzmaschinen geformt wird, steigt die Luftfeuchtigkeit auf 22 %.
Der fertige Teig sollte homogen, gut vermischt (ohne Spuren von Entkneten), plastisch sein und eine Temperatur von 19 - 25 °C haben. Bei längerem Kneten kann der Teig in seinen Eigenschaften und seiner Struktur einem Dauerteig nahe kommen. Die Qualität der Zuckerkekse wird sich verschlechtern.
Die Teigzubereitung in kontinuierlichen Knetmaschinen erfolgt durch Mischen der Emulsion mit einer Mischung aus Hauptbestandteilen – Mehl, Stärke und Krümeln. Die Emulsion wird gleichzeitig in zwei Strömen aus dem Zwischenbehälter über eine Pumpe und die Massenmischung über einen Bandspender in die Teigmischmaschine gefördert. Krümel können manuell hinzugefügt werden. Die Dauer des Teigknetens in kontinuierlichen Knetmaschinen ist kürzer als in Chargenmaschinen und beträgt 5-10 Minuten. Die Teigtemperatur sollte 30 °C nicht überschreiten.
Den Teig formen für Zuckerkekse erfolgt auf einer Rotationsmaschine direkt aus einem Teigstück. Der Teig wird mittels einer Rillenwelle in Vertiefungen mit einem Muster der Formwelle gepresst. In der Nähe des Rotors wird ein Messer platziert, das überschüssigen Teig von ihm entfernt. Die Teiglinge werden aus den mit der Aufnahmebahn in Kontakt stehenden Zellen aufgrund der Adhäsion an dieser entfernt und zum Backen überführt.
Der Teig kann mit einer Schlagstanzmaschine geformt werden, nachdem er auf einer Walzmaschine vorgewalzt wurde und ein Teigband mit einer Dicke von 3,5 bis 4 mm entsteht. Teigstücke werden auch durch Extrusion durch unterschiedlich große Schablonen auf FPL- und FAK-Maschinen gewonnen.
Die Qualität von Teiglingen hängt hauptsächlich vom Feuchtigkeitsgehalt des Teigs und seiner Temperatur ab. Mit zunehmender Feuchtigkeit des Teigs nimmt seine Haftung an den Zellen des Rotors der Formmaschine zu, die Abfallmenge nimmt zu und die Produktivität der Maschine nimmt ab. Wenn die Luftfeuchtigkeit unter 15 % liegt, werden die Teigplastizität und die Formqualität verringert. Eine erhöhte Teigtemperatur führt zu einer Verschlechterung der Keksqualität.
Bäckerei ist einer der wichtigsten technologischen Vorgänge; die Qualität des Endprodukts hängt direkt davon ab. Bei der Herstellung von Keksen auf mechanisierten Linien erfolgt das Backen in kontinuierlichen Einband-Tunnelöfen mit Gas- oder Elektroheizung. Es gibt auch Öfen, die mit festen und flüssigen Brennstoffen betrieben werden. Die geformten Teiglinge gelangen direkt auf das Förderband des Ofens.
Bei einer teilmechanisierten Produktionsmethode werden Teiglinge auf saubere, auf eine Temperatur von 60 – 70 °C erhitzte Schablonen gelegt und dem Ofen zugeführt.
Die technologischen Parameter des Backens können je nach Ofentyp, Füllungsgrad und anderen Faktoren variieren. Das Backen der auf Rotationsstempeln erhaltenen Teiglinge erfolgt bei einer Temperatur von 220–240°C für 4,5–5,5 Minuten; bei einer Temperatur von 240 – 260 °C – für 3,5 – 4,5 Minuten; bei einer Temperatur von 260 – 300 °C – für 2,5 – 3,5 Minuten. Auf FAK- und FPL-Maschinen gewonnene Teigstücke werden 10-12 Minuten lang bei einer Temperatur von 220 - 240 ° C gebacken.
Backen ist der komplexeste Vorgang in der Keksherstellung. Die Teiglinge werden zunächst Schicht für Schicht durch die Heizflächen des Ofens und das Dampf-Luft-Gemisch erhitzt. Nach einer Minute haben die Oberflächenschichten bereits eine Temperatur von etwa 100 °C und die inneren Schichten von etwa 70 °C. Mit steigender Temperatur wird Feuchtigkeit entzogen und der Feuchtigkeitsgehalt der Teiglinge sinkt.
Die Erwärmung des Teigs und die Intensität der Feuchtigkeitsabgabe werden von der Temperatur und der relativen Luftfeuchtigkeit in der Backkammerumgebung beeinflusst. Während der ersten Backperiode werden eine relativ niedrige Temperatur (nicht höher als 160 °C) in der Backkammerumgebung und eine hohe relative Luftfeuchtigkeit (60–70 %) aufrechterhalten. Dadurch wird die Erwärmung der Werkstücke intensiviert und eine Krustenbildung verhindert. Auf der Oberfläche bildet sich ein elastischer Film, der das Aufsteigen der Produkte durch die Bildung gasförmiger Produkte und die Bildung einer porösen Struktur nicht behindert.
Durch die Zersetzung chemischer Sprengmittel bei einer Temperatur von 60–90 °C entstehen gasförmige Produkte. Zunächst zersetzt sich Ammoniumcarbonat – es werden gasförmige Produkte freigesetzt: Ammoniak, Kohlendioxid und Wasserdampf, die den Teig auflockern. Natriumbicarbonat setzt bei der Zersetzung auch gasförmige Produkte (Kohlendioxid) und Wasser frei, die bei der Umwandlung in Dampf an der Lockerung des Teigs beteiligt sind. Zusammen mit gasförmigen Produkten entsteht das mittlere Salz Na 2 CO 3, das der Leber eine alkalische Reaktion verleiht. Die Alkalität von Keksen ist streng geregelt und sollte den zulässigen GOST-Standard (nicht mehr als 2 Alkalitätsgrade) nicht überschreiten. Mit zunehmender Temperatur nimmt das Volumen gasförmiger Produkte zu, wodurch die Werkstücke eine kapillarporöse Struktur erhalten.
Während des Backvorgangs kommt den Proteinen und der Stärke des Mehls die Hauptrolle bei der Bildung der kapillarporösen Struktur zu. Mehlproteine werden bei einer Temperatur von 50–70°C denaturiert und koaguliert. Gleichzeitig verlieren sie die beim Teigkneten aufgenommene Feuchtigkeit. Die Stärke quillt und wird durch das freigesetzte Wasser teilweise verkleistert. Koagulierte Proteine und verkleisterte Stärke bilden ein poröses Keksskelett.
Fett wird in Form eines Films auf der Oberfläche der porösen Struktur adsorbiert. Das Zusammenspiel von freien Aminosäuren und reduzierenden Zuckern, die mit Rohstoffen (Invertsirup) zugesetzt werden, führt zur Bildung dunkel gefärbter Substanzen – Melanoidine, die der Leber eine andere, für helles Stroh charakteristische Farbe verleihen. Der Farbumschlag wird durch Karamellisierungsprodukte von Zuckern beeinflusst. Am Ende des Backvorgangs sinkt die Temperatur der Backkammer und die aus dem Ofen austretenden Kekse haben in der Oberflächenschicht eine Temperatur von 118 - 120 °C, in den inneren Schichten etwa 100 °C.
Heiße Produkte können nicht ohne Verformung vom Band entfernt werden. Daher müssen die Kekse gekühlt werden.
Kühlende Kekse tritt an dem Teil des Bandes auf, der aus dem Ofen herausragt, bis es aushärtet. Die Kühlung der Kekse wird auf den Förderbändern fortgesetzt, auf die das Produkt vom Förderband des Ofens übertragen wird. In den ersten 3 Minuten werden die Kekse ohne erzwungene Luftzirkulation, in den nächsten 3 Minuten – mit erzwungener Luftzirkulation und einer Vorschubgeschwindigkeit von 3 m/s – abgekühlt, dann gestapelt (auf den Rand gelegt) und zur Veredelung oder Verpackung serviert.
Beim Backen von Keksen auf Schablonen werden diese auf Karussells oder spezielle Regale gelegt und auf 50 °C abgekühlt. Die abgekühlten Kekse werden von Hand entnommen oder durch Schlagen der Schablone gegen die Innenwand der Produktionsbox niedergeschlagen. Die Schachtel sollte maximal zu 2/3 ihrer Höhe mit Keksen gefüllt sein.
Während die Kekse abkühlen, verdunstet die Feuchtigkeit aufgrund der beim Backen angesammelten Hitze weiter, d. h. es kommt zur Schrumpfung. Beim Abkühlen verlangsamt sich der Feuchtigkeitsentzug und hört dann ganz auf.
Erfolgt die Kühlung ohne erzwungene Luftzirkulation, erfolgt der Feuchtigkeitsentzug langsamer und die Schrumpfung nimmt zu. Beim Einsatz von Kühlluft hat die Geschwindigkeit ihrer Zufuhr einen großen Einfluss auf die Trocknung. Mit zunehmender Luftzufuhrgeschwindigkeit sinkt die Temperatur der Kekse schneller und der Feuchtigkeitsentzug aus den Produkten verlangsamt sich. Zu kalte Luft kann zu Rissen in den Produkten führen. Gekühlte Kekse werden zum Verpacken oder Veredeln geschickt.
Keksveredelung besteht darin, die Oberfläche ganz oder teilweise mit Schokolade oder einer anderen Glasur zu bedecken und 2 Teile zu verkleben. Kekse mit einer Frucht- oder Cremefüllung, die auf der Unterseite der Kekse verteilt wird. Legen Sie einen zweiten Keks mit dem Muster nach oben auf die Füllung. Die Füllung sollte nicht über den Keksrand hinausragen.
Das Glasieren von Keksen erfolgt manuell durch Eintauchen abgekühlter Kekse in die Glasur oder mithilfe von Überziehmaschinen. Die Schokoladenglasur wird auf eine Temperatur von 30 – 31 °C vortemperiert. Mit Glasur bedeckte Kekse werden auf Gitter gelegt, überschüssige Glasur abtropfen gelassen und dann auf eine Temperatur von 8 -5 °C abgekühlt, bis die Schokoladenglasur aushärtet.
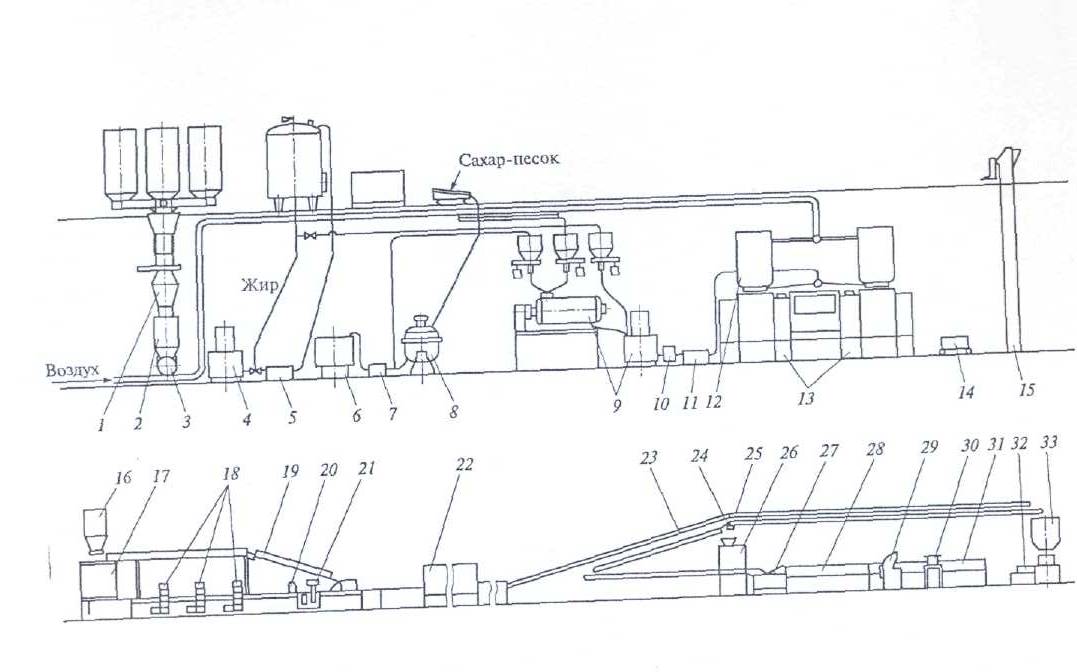
In großen Unternehmen erfolgt die Herstellung von Zuckerkeksen auf strömungsmechanisierten Linien ШЛ1-П (Abb. 14.1). Zum Kneten des Teigs wird in einem Strom eine Mischung aus Massenkomponenten und im zweiten Strom eine Emulsion aus flüssigen Komponenten und Kristallzucker oder Puderzucker zugeführt. Die Mischung aus Hauptzutaten umfasst Mehl, Stärke und Krümel. Die Emulsion wird aus Kristallzucker, Milch, Invertsirup, Fett, Melange, Salz, Backpulver und anderen Komponenten hergestellt. An der Vorbereitungsstation wird die Mischung der Massenkomponenten vorbereitet. Dem Mischer werden Mehl, Stärke und Krümel aus den Annahmebehältern im Rezeptverhältnis zugeführt. Die Mischung gelangt durch ein Sieb in einen Austrager und dann in einen Bandbeschicker und einen kontinuierlichen Kneter.
Vor der Herstellung der Emulsion werden die Rohstoffe aufbereitet: Kristallzucker wird durch ein Sieb gesiebt, in einem Brecher zerkleinert und dem Emulgatormischer mit Spender zugeführt; Invertsirup, Fett, Melange, Milch, Wasser und andere Rohstoffe werden aus Zwischenspendersammlungen dem Emulgator zugeführt. Die vorbereitete Emulsion wird in einen Zwischenbehälter gepumpt und von dort aus mittels einer Dosierpumpe einer kontinuierlichen Knetmaschine zugeführt.
Alle Behälter für flüssige Rohstoffe und Emulsionen, Mischer-Emulgator und Knetmaschine sind mit Wassermänteln ausgestattet, um optimale Temperaturbedingungen aufrechtzuerhalten. Das Mischen der Rohstoffe und das Kneten des Teigs dauert 10 bis 20 Minuten. Temperaturregler überwachen und regeln automatisch.
Von der Knetmaschine fließt der Teig in den Probetrichter. Die darin befindlichen Messer der horizontalen Welle lockern die Teigstücke und verteilen sie gleichmäßig über die Breite des Förderbandes. Der aufgelockerte Teig wird per Förderband in den Einfülltrichter einer Rotationsformmaschine befördert. Auf einer Rotationsmaschine werden Keksteigstücke in verschiedenen Formen, Größen und mit unterschiedlichen Mustern auf der Oberfläche geformt. Die Kraft der Teighaftung an den Rotorzellen sollte die Kraft der Teigpartikel aneinander nicht überschreiten.
Die Teiglinge gelangen in das Siebband eines Einband-Etagenofens. Der Backmodus (Temperatur und Dauer) wird automatisch angepasst. Die fertigen Kekse werden in einem Kühler mit Luft abgekühlt, je nach Form auf den Rand gestapelt und weiter abgekühlt.
Gekühlte Kekse erhalten eine ausreichende Festigkeit und können in Packungen und Kartons verpackt werden. Die Kartons werden verschlossen und gestapelt.
Die strömungsmechanisierten Linien ShL-1P haben eine hohe Produktivität – 1.000 kg/h Zuckerkekse.
Eine Art Zuckerkeks ist SandplätzchenHIV Für seine Herstellung wird eine automatische Linie verwendet, die Teigknetgeräte, eine Rotationsformmaschine, einen Tunnelofen, einen Stapler, Kühlbänder, eine Sandwichmaschine und eine horizontale Verpackungsmaschine umfasst (Abb. 14.2). In Russland werden Sandwiches mit Geleefüllung oder glasiert hergestellt. Eine Art Sandwich sind Produkte, die aus glasierten unteren Keksen, Füllung und oberen Keksen mit einem deutlichen Reliefmuster auf der Oberfläche bestehen.

2 Herstellung von Hartkeksen
Hartkekse werden auf strömungsmechanisierten Linien XLU, ShZL mit periodischem Teigkneten und halbmechanisiert hergestellt. Das Rezept umfasst Weizenmehl der höchsten, ersten und zweiten Klasse. Harte Kekse haben im Gegensatz zu Zuckerkeksen eine Schichtstruktur, sind weniger brüchig, weniger porös und feucht und enthalten weniger Zucker (nicht mehr als 20 %).
berechnet als Trockenmasse (Saccharose) und in der Regel weniger Fett (3 - 28 %) ).
Der Feuchtigkeitsgehalt von Hartkeksen (5 – 9,5 %) ist etwas höher als der von Zuckerkeksen. Die Alkalität beträgt nicht mehr als 2 Grad Alkalität, der Feuchtigkeitsgehalt beträgt nicht weniger als 130 %, der in Salzsäure unlösliche Aschegehalt beträgt nicht mehr als 0,1 %, der Schwefelsäuregehalt beträgt nicht mehr als 0,01 %.
Langlebige Kekse werden aus Teigen mit unterschiedlichen rheologischen Eigenschaften hergestellt. Nach dem Kneten verbleibender Teig weist elastisch-plastische Eigenschaften auf, die das Formen der Teiglinge erschweren. Daher werden vor dem Formen mithilfe der Technologie plastische Eigenschaften im Teig gebildet.
Der zum Formen ankommende harte Teig hat eine Plastizität von 0,5, während die Plastizität von Zuckerteig nahe bei eins liegt. Der Plastizitätswert wird als Verhältnis von Rest- zu Maximalverformung berechnet. Die unzureichende Plastizität des langgezogenen Teigs ermöglicht es nicht, komplexe Muster auf die Oberfläche der Teiglinge aufzutragen, da seine Elastizität seine ursprüngliche Form wiederherstellt. An den Werkstücken werden lediglich Einstiche angebracht, um gasförmige Produkte beim Backen, Beschriftungen und einfachen Zeichnungen zu entfernen.
Dauerhafter Teig hat Elastizität, Elastizität und ist nicht ausreichend plastisch. Um die Plastizität zu erhöhen und ihn zum Formen vorzubereiten, wird der Teig daher nach dem Kneten einer wiederholten Verarbeitung auf einer Walzmaschine und einem Ruhen (Gären) unterzogen. Es wird empfohlen, Mehl mit schwachem Gluten zu verwenden. Dem Teig werden Verbesserer zugesetzt – Natriumpyrosulfit, Protosubtilin P0X, Protosubtilin G20X, Neutrase und andere Enzyme, sulfatiertes Apfelmus. Dies ist notwendig, um die Teigqualität unter mechanisierten Produktionsbedingungen zu stabilisieren.
Beim Kneten langer Teige werden Bedingungen für eine vollständigere Quellung der Mehlproteine als bei Zuckerteig geschaffen: höhere Teigfeuchtigkeit (22 – 28 %), höhere Teigtemperatur (24 – 38 °C), längeres und intensiveres Kneten.
Der technologische Prozess zur Herstellung von Hartkeksen ist komplexer als der von Zuckerkeksen. Das technologische Schema umfasst zusätzlich zwei Vorgänge nach der Teigzubereitung: Ruhen (Gären) und Ausrollen des Teigs.
Aufbereitung von Rohstoffen und Halbzeugen Die Produktion erfolgt auf die gleiche Weise wie bei der Herstellung von Zuckerkeksen gemäß den behördlichen Dokumenten. In Anlagen, die in komplexe mechanisierte Linien integriert sind, wird eine Mischung aus Massenkomponenten hergestellt. Zuvor wurden Krümel aus wiederverwendbaren Keksabfällen hergestellt: minderwertige Kekse werden auf Spezialgeräten gemahlen.
Das Kneten von längerem Teig wird nur in Chargenknetmaschinen durchgeführt, daher werden die Portionen der Schüttgüter – Mehl, Stärke, Krümel – auf automatischen Waagen zum Kneten einer Teigportion abgemessen. Im Mischer wird 3 - 5 Minuten lang bei einer Drehzahl des Arbeitskörpers von 60 - 65 min -1 eine Reihe von Massenkomponenten gemischt, bis eine homogene Mischung entsteht.
Verschreibungspflichtige Mischung der Teigmischmaschine zugeführt. Parallel dazu wird auf Spezialgeräten in komplexen mechanisierten Linien eine Emulsion aus flüssigen Rezepturbestandteilen und Kristallzucker hergestellt.
Die Emulsion für Dauerkekse sowie für Zuckerkekse ist ein mehrkomponentiges Dispersionssystem. Es umfasst bis zu 10 Arten von Rohstoffen und Halbzeugen. Vor der Herstellung der Emulsion müssen die flüssigen Komponenten vorbereitet und temperiert werden: Melasse – 40 – 50 °C; pasteurisierte Kuhmilch – 10-12°C; Fett - 38 - 42°C; Invertsirup – 40 – 50 °C; Melange - 18 - 25 °C; Kondensmilch - 40 - 45 °C; Salzlösung - 20 - 25°C. Durch die Temperierung der flüssigen Komponenten sollte sichergestellt werden, dass die Temperatur der fertigen Emulsion 30 – 40 °C beträgt.
Die vorbereiteten flüssigen Bestandteile, außer Fett und Kristallzucker, werden abgewogen und 2 – 7 Minuten in einem Homogenisator verarbeitet, sodass eine Mischung entsteht. 1 - 2 Minuten vor Ende der Zubereitung der Mischung werden chemische Treibmittel, Essenz und ggf. weitere Rezepturbestandteile manuell in den Homogenisator gegeben. Die Rezepturmischung darf eine Temperatur von maximal 40 °C haben und homogen sein.
Die vorbereitete Rezepturmischung aus dem Homogenisator und Fett aus dem Waagetank werden während des Arbeitshubs gleichzeitig dem Emulgator zugeführt. Die Emulsion entsteht durch kontinuierlichen intensiven Betrieb des Emulgators über 30 - 60 s.
In Ermangelung spezieller Ausrüstung Emulsionvorbereiten direkt in der Teigknetmaschine bei maximaler Rotationsgeschwindigkeit des Arbeitskörpers. Es wird empfohlen, beim Laden von Rohstoffen und Halbfabrikaten eine bestimmte Reihenfolge einzuhalten: Invertsirup, Wasser, Salz, Zucker, Melange und andere Bestandteile, außer Fett, chemische Treibmittel und Mehl.
Die Mischung wird 5 - 7 Minuten lang gerührt, dann wird Fett hinzugefügt. Das Mischen mit Fett wird 6–7 Minuten lang fortgesetzt. Kurz vor Ende der Emulsionsherstellung werden Lösungen chemischer Sprengmittel eingebracht. Wenn Sie das Enzympräparat Protosubtilin POX oder G20X verwenden, fügen Sie am Ende der Herstellung der Emulsion eine 10 %ige Lösung dieses Arzneimittels in Wasser hinzu (Wasser ist gemäß Berechnung in der Gesamtwassermenge für die Charge enthalten). Die Dosis des Arzneimittels beträgt 0,005 - 0,2 % der Mehlmasse.
Den Teig vorbereiten in Chargenmaschinen hergestellt. In ihnen wird die Emulsion mit Mehl oder einer Mischung aus Schüttgütern vermischt. Die Dauer des Teigknetens kann je nach den Eigenschaften des Mehls, der Rotationsgeschwindigkeit des Arbeitskörpers der Teigmischmaschine, den Temperaturbedingungen und der Zugabe verschiedener Zusatzstoffe variieren. Die längste Knetzeit wird bei der Zubereitung langer Teige in Teigknetmaschinen mit einer Wellendrehzahl von 18 - 25 min -1 benötigt. Sie beträgt 30 - 50 Minuten. Bei Knetmaschinen mit einer Wellendrehzahl von 40 min -1 verkürzt sich die Knetzeit auf 20 - 30 Minuten. In Teigmischmaschinen mit einer Wellenrotationsgeschwindigkeit von 80 Minuten entsteht in 10-15 Minuten ein haltbarer Teig. Der fertige Teig sollte gut vermischt, homogen und gut festgezogen sein, d.h. haben elastische und plastische Eigenschaften.
Bei Verwendung von Natriumpyrosulfit Na 2 S 2 O 5 wird eine Lösung der Probe in Jod bei einer Temperatur von 18 - 25 °C im Verhältnis 1:1,5 hergestellt. Verwenden Sie zur Zubereitung der Lösung Geschirr aus nicht korrodierendem Material. 2 - 5 Minuten vor dem Ende des Knetens wird dem Teig eine Natriumpyrosulfitlösung zugesetzt, die die gesamte Oberfläche des Teigs gleichmäßig damit besprüht, da sie fast augenblicklich wirkt und das Gluten entspannt.
Mindestdosis Natriumpyrosulfit (0,025 % Gewicht des Mehls) wird bei der Verwendung von Mehl mit einem Rohglutengehalt von bis zu 32 % empfohlen, die Höchstdosis (0,05 %) - bei der Verwendung von Mehl mit starkem Gluten und einem Gehalt von mehr als 38 %.
Mit Natriumpyrosulfit zubereiteter Teig wird keiner Ruhephase (Gärung) unterzogen, sondern unmittelbar nach dem Kneten der Weiterverarbeitung zugeführt. Die Verwendung dieses Zusatzstoffs beschleunigt nicht nur den technologischen Prozess, sondern verbessert auch die Qualität der Kekse.
Um die Plastizität des Teigs zu erhöhen, verwenden Sie sulfatiertes Apfelmus mit einem Schwefeldioxidgehalt von nicht mehr als 0,1 % . Die Dosierung des Pürees beträgt 4-6 % der Mehlmasse und wird als Rezepturkomponente hinzugefügt. Sulfatiertes Apfelmus wird direkt in den Teigmischer gegeben. Der Verbrauch an Zuckerfeststoffen im Rezept wird um die Menge an Apfelmusfeststoffen reduziert.
Mit sulfatiertem Apfelmus hergestellter Teig ist nicht aufgegangen.
Den Teig reifen lassen (anzünden). erhöht seine Plastizität durch die Entspannung elastischer Spannungen. Die Gärung des Teiges erfolgt in speziellen Kammern bei einer Temperatur von 25 - 27 °C und einer relativen Luftfeuchtigkeit von ca. 80 %. Wenn keine solche Kammer vorhanden ist, wird der Teig in eine Schüssel gegeben oder auf einen Tisch gestellt und mit einer Plane oder Leinen abgedeckt, um die Temperatur aufrechtzuerhalten und ein Auslüften zu verhindern. Die Ruhezeit des Teiges beträgt 30-120 Minuten.
Teig ausrollen Wird am Ende der Reifung durchgeführt, um den Teig für die Formung vorzubereiten – um ein Teigband mit einer bestimmten Dicke zu erhalten. Das Walzen erfolgt auf einem Laminator, bei dem mehrere Paare gewellter oder glatter Walzen vorhanden sind und der Abstand zwischen ihnen allmählich von 25 - 18 auf 6 - 3 mm verringert wird. Der Teig gelangt in die Aufnahmetrichter, in einen davon werden Teigbandreste (Formabfall) eingespeist. Vor der Kalibriervorrichtung wird das Teigband in 4-6 Lagen gefaltet und durch drei glatte Kalibrierwalzen auf eine Dicke von 1-3 mm ausgerollt. Der Teig wird zwischen zwei Schüsselpaaren hin- und herbewegt und reift. Anschließend wird der Teigstreifen der Formung zugeführt.
Wenn kein Laminator vorhanden ist, erfolgt das Ausrollen des Teigs auf reversiblen Zweiwalzen-Teigausrollmaschinen. Wenn der Langteig aus hochwertigem Mehl ohne Zugabe von Verbesserern hergestellt wird, erfolgt das Ausrollen in 14 aufeinanderfolgenden Schritten: Vorwalzen (5 Mal), erstes Ruhen, erstes Ausrollen (4 Mal), zweites Ausrollen, zweites Ausrollen (5 Mal).
Der Vorgang findet periodisch statt. Ein Teigstück mit einem Gewicht von maximal 35 kg wird auf einer vorbereitenden Doppelwalzenmaschine fünfmal verarbeitet, wobei jeweils das Rollen in eine Richtung berücksichtigt wird. Durch die ersten drei Walzungen verringert sich der Walzenspalt auf 50 mm. Vor dem vierten Ausrollen wird das Teigblatt der Länge nach in zwei Hälften gefaltet und noch zweimal mit einem Abstand zwischen den Rollen von 80 und 60 mm ausgerollt. Der nächste Arbeitsgang nach dem Ausrollen besteht darin, den Teig 2 bis 2,5 Stunden ruhen zu lassen.
Nach dem ersten Ruhen wird der Teig viermal ausgerollt. Dazu wird die Schicht um 90° gegenüber der Erstwalzrichtung gedreht. Nach dem Rollen zwischen den Walzen mit einem Spalt von etwa 45 mm wird der Teig entlang der Walzlänge in zwei Hälften gefaltet und zwischen den Walzen mit einem Spalt von etwa 75 mm und dann mit einem Spalt von etwa 60 und 45 mm hindurchgeführt.
Der Teig wird ein zweites Mal 30 Minuten ruhen gelassen und dann fünfmal auf einer vorderen Zweiwalzenmaschine gerollt. Nach dem ersten Walzen reduziert sich die Schichtdicke auf 30 mm. Anschließend werden Teigreste (Abfälle aus der Formung) gleichmäßig auf die Oberfläche aufgetragen, die Teigränder gefaltet und zweimal gerollt, anschließend wird die Schichtdicke auf 20 mm reduziert. Anschließend wird der Teig zur Hälfte gefaltet und mit einem Abstand von 30 und 15 mm in die gleiche Richtung ausgerollt. Für Teig aus Mehl erster Güteklasse werden 8 Walzdurchgänge durchgeführt. Die Rolltechniken sind die gleichen.
Das wiederholte Ausrollen und Ruhen des Teigs, insbesondere bei der Verwendung von Premiummehl, hat folgende Gründe. Längere Teiglinge lassen sich nur aus Teigband herstellen, daher ist es notwendig, die Schichtdicke schrittweise zu reduzieren. Dies geschieht aufgrund von Längs- und Querschubspannungen. Längsspannungen sind viel größer als Querspannungen. Um eine Verformung der Teiglinge nach dem Formen zu vermeiden, sollte die Schicht um 90° gedreht werden.
Das Falten der Teigschicht ist notwendig, um durch eine gleichmäßige Verteilung der beim Kneten in den Teig eintretenden Luft eine Schichtstruktur zu erhalten. Die beim Kneten und Ausrollen des Teigs entstehenden elastischen Verformungen gehen in plastische über. Während der Reifung nimmt die Plastizität des Teigs zu und die Elastizität des Glutens ab. Wenn der Teig bei einer Temperatur von 40 °C zubereitet und ausgerollt wird, erreicht man die nötige Plastizität und verhindert eine Langzeitaushärtung. Das Ausrollen des Teigs verbessert die Qualität der Kekse und verbessert deren Porosität, Quellung, Zerbrechlichkeit und Aussehen.
Um einen Teigstreifen mit einer Dicke von 1 - 3 mm zu erhalten, wird der Teig nach dem Planwalzen auf zwei Mahlwalzenpaaren bearbeitet. Die Bewegungsgeschwindigkeit des Teigbandes zwischen den Rollenpaaren wird so eingestellt, dass das Band nicht gespannt wird und nicht in das zweite Rollenpaar läuft. Andernfalls wird entweder die Form der Werkstücke verzerrt oder ihre Dichte wird ungleichmäßig. Nach dem zweiten Rollenpaar nimmt die Bewegungsgeschwindigkeit des Teigbandes ab – es bildet sich eine kleine Falte. Daher ist das Teigband vor dem Formen frei, nicht gespannt und verursacht keine Verformung der Werkstücke.
Der technologische Prozess wird durch den Einsatz von Verbesserern vereinfacht. Die Schritte Vorwalzen und Altern entfallen. Nach dem Kneten wird der Teig nur 8 Mal gerollt, wobei Reste hinzugefügt und gefaltet werden. Dann wird das Teigband mit einer Dicke von 1-3 mm in die Formung eingeführt.
Teigstücke formen erfolgt mit leichten Schlagprägemaschinen oder Rundläufermaschinen. Unabhängig von der Art der Formmaschine werden Teiglinge aus einem Teigband ausgeschnitten, durch Einstiche in die Oberfläche gebracht, um beim Backen Wasserdampf und gasförmige Zersetzungsprodukte des Backpulvers frei abzugeben. Andernfalls kann es zu Schwellungen an der Oberfläche der Kekse kommen. Die Teiglinge werden automatisch in regelmäßigen Reihen auf Blechen oder einem Endlosband ausgelegt und dem Ofen zugeführt. Beim Ausrollen gelangen Teigreste in den Teig.
Bäckerei werden in gasbeheizten Tunnelöfen, Elektroöfen oder mit festen oder flüssigen Brennstoffen betriebenen Öfen durchgeführt. Kleine Unternehmen nutzen Batch-Öfen.
Die Backparameter hängen vom Ofentyp, seiner Bauart, dem Füllungsgrad und dem Feuchtigkeitsgehalt des Teigs ab. Allerdings sollte zu Beginn des Backens eine relativ niedrige Temperatur im Backraum (160-180°C) und eine hohe relative Luftfeuchtigkeit (60-70%) erzeugt werden. um Krustenbildung zu vermeiden und das Erhitzen der Teiglinge zu beschleunigen. Anschließend steigt die Temperatur auf 250 – 300 °C, es erfolgt keine Befeuchtung. Am Ende des Backvorgangs sinkt die Temperatur auf 250 – 220 °C. Die Backzeit beträgt 4-5 Minuten. Beim Backen von Dauerkeksen laufen die gleichen physikalisch-chemischen und kolloidalen Prozesse ab wie beim Backen von Zuckerkeksen.
Kühlung Cookies sind erforderlich, um ihre Stärke zu erhöhen. Auf dem aus dem Ofen herausragenden Teil des Förderbandes werden die Kekse auf eine Temperatur von 70 - 50 °C vorgekühlt. Messer, die eng am Förderband anliegen, entnehmen die Produkte und übergeben sie an Kühlbänder. Innerhalb von 5-10 Minuten werden die Kekse ohne forcierte Luftzirkulation auf eine Temperatur von 40 - 32 °C abgekühlt.
Die Kekse werden auf geschlossenen Förderbändern mit forcierter Luftzirkulation (Kühlluftgeschwindigkeit 3 – 4 m/s) bei einer Temperatur von 20 – 25 °C intensiver gekühlt. Die Abkühldauer beträgt 5 - 7 Minuten.
Auf Schablonen gebackene Produkte werden auf festen oder rotierenden Gestellen vorgekühlt. Ein Temperaturabfall der Kekse geht mit einem Feuchtigkeitsverlust einher. In diesem Fall verlieren die Kekse 2 – 3 % Feuchtigkeit.
Reis. 14.3. StrömungsmechanisiertLilienherstellung von Hartkeksen:
1 - Waage für eine Reihe von Massenkomponenten; 2 -
Zwischenbehälter für eine Mischung aus Schüttgütern; 3 -
Schleusenzuführung für eine Mischung aus Schüttgütern; 4 -
Anlage zum Schmelzen von Fett; 5, 7 -
Pumps; 6 - Zwischenbehälter für Invertsirup; 8
- Kocher zur Herstellung von Invertsirup; 9
- Emulgator zur Herstellung einer Rezepturmischung aus flüssigen Komponenten, Kristallzucker und Fett; 10
- Homogenisator; // - Vorrichtung zur gleichzeitigen Zufuhr einer Mischung aus Massenkomponenten und Emulsion; 12 -
Zwischentrichter des Gerätes zur gleichzeitigen Zufuhr von Massenkomponenten und Emulsion; 13 -
Knetmaschine mit Z-förmigen Klingen; 14 -
dezha-trolley;/5 - dezheoprokidyiatsl; 16 -
Kammer zur Prüfungsaufnahme und Vorabnahme des Prüfungsbeitrags; 17 -
Laminator; 18
-
Walzenkalibriergerät; 19 -
Förderband zur Rückführung von Teigresten; 20 -
Förderer zum Formen eines gewellten Teigbandes; 21
- Rotationsformmaschine; 22
- Durchlaufofen mit Gitterherd; 23
- mehrstufiger Kühlschrank; 24-
entfernbares Gerät; 25
- Auslaufförderer; 26 -
vertikale Verpackungsmaschine; 27 -
Stapler; 28 -
Förderer mit Maschenförderer; 29-
Verpackungsmaschine; 30
- Arbeitstisch zum Einlegen von Paketen in Kartons; 31-
Förderband zur Beschickung von Kisten und Lager; 32
- Plattformwaagen; 33 -
Zwischenbehälter für kleine Kekse.
In großen Betrieben werden Hartkekse auf mechanisierten Linien hergestellt.
Mechanisierte Linien zur Herstellung von Hartkeksen sind im Gegensatz zu mechanisierten Linien zur Herstellung von Zuckerkeksen mit Chargenknetmaschinen ausgestattet, die die Kontinuität des technologischen Prozesses gewährleisten (Abb. 14.3).
Die A2-XLU-Linie mit einer Kapazität von 800 kg/h umfasst Bereiche für Lagerung, Vorbereitung, Dosierung von Massen- und Flüssigkomponenten, Emulsionsvorbereitung, maschinelles Laden von Komponenten, Teigmischmaschinen, einen Laminator, Leim- und Formmaschinen, einen Ofen, ein Kühlfördersystem und ein Abschnitt zum Stapeln von Produkten.
Das Kneten des Langteigs erfolgt mit einer Emulsion. Chemische Treibmittel werden nach teilweiser Mehlzugabe in gelöster Form oder als Mischung mit einem Teil des Mehls in die Teigmischmaschine eingefüllt. Die Dauer des Knetens kann abhängig von der Knetgeschwindigkeit, den Eigenschaften des Mehls, den Temperaturbedingungen und der Zugabe verschiedener Zusatzstoffe variieren. Als Zusatzstoffe kommen chemische Zusatzstoffe und Enzympräparate zum Einsatz. Durch die Verwendung mehrerer Zusatzstoffe entfällt die Phase der Langzeitreifung (Gärung) und das Walzschema wird vereinfacht.
Das Enzympräparat Protosubtilin POX beschleunigt das Quellen von Proteinen, verringert die elastisch-plastischen Eigenschaften des Teigs, verbessert seine Plastizität und die Qualität des Endprodukts. Es wird eine wässrige 10 %ige Lösung des Arzneimittels hergestellt. Es wird der Emulsion am Ende ihrer Herstellung zugesetzt. Zur Herstellung der Lösung verwenden Sie Wasser mit einer Temperatur von 35–40 °C.
Das wiederholte Ausrollen des Teigs erfolgt auf einem Laminator. Gleichzeitig erfolgt eine Laminierung des Teigs, wodurch eine geschichtete Struktur der Kekse entsteht. Die Linie führt die Phase der kontinuierlichen Reifung des Teigs in einer dünnen Schicht in Form eines Bandes durch. Von großer Bedeutung ist die Erhöhung der Plastizität des Teigs durch die allmähliche Zerstörung des durchgehenden Rahmens aus aufgequollenen Glutenfäden darin.
Vom Laminator gelangt das geschichtete Teigband zur Stanz- und Schneideeinheit, wo es auf die erforderliche Dicke des Werkstücks (3,5 – 4 mm) gerollt wird.
Das Formen der Rohlinge erfolgt auf leichten Schlagprägemaschinen oder Rotationsmatrizen. Aus dem Teigband werden Zuschnitte ausgeschnitten und mit Stecknadeln durchstochen. Durch diese Kanäle werden beim Backen gasförmige Zersetzungsprodukte der Backtriebmittel abgeführt. Durch einen Einschnitt wird ein einfaches Muster auf die Oberfläche aufgetragen.
Die Reste, die Abfall sind, werden zum Laminator zurückgeführt. Die Abfallmenge hängt von der Form der Kekse ab. Beim Formen von Rohlingen in Form eines Sechsecks entsteht am wenigsten Abfall. Darüber hinaus ermöglicht die Konstruktion des Rotors der Formmaschine aufgrund der speziellen Anordnung der Drucke das Formen von Produkten mit deutlich weniger Abfall. Die Zuschnitte werden schachbrettartig geschnitten und dann auf dem Förderband neben der Formmaschine, die sich mit hoher Geschwindigkeit bewegt, voneinander getrennt. Die Teiglinge werden zum Backen und anschließend zum Abkühlen geschickt.
3 Herstellung von Butterkeksen.
Butterkekse zeichnen sich durch eine große Vielfalt an chemischer Zusammensetzung, Geschmacks- und Aromaeigenschaften, Form, Größe, Veredelung und Veredelung der verwendeten Halbfabrikate aus. In den letzten Jahren hat sich das Angebot an Butterkeksen stark erweitert, teilweise ähneln sie Kuchen.
Die Verwendung verschiedener Rohstoffe, die verschiedenen technologischen Verarbeitungen unterzogen werden, bestimmt bestimmte Geschmacks-, Farb-, Aroma- und Strukturmerkmale. Um die Oberfläche zu veredeln, verwenden Sie Schokoladen- oder Fondantglasur und Kokosflocken. Die Oberfläche der Kekse kann mit einer gleichmäßigen Zuckerschicht bedeckt werden.
Der Feuchtigkeitsgehalt von Butterkeksen beträgt nicht mehr als 15,5 %, der Zuckergehalt in der Trockenmasse von Saccharose beträgt nicht mehr als 12 %, die Alkalität beträgt nicht mehr als 2 Alkalitätsgrade, die Feuchtigkeit beträgt nicht weniger als 110 % Der in Salzsäure unlösliche Aschegehalt beträgt nicht mehr als 0,1 %. Butterkekse enthalten verschiedene Füllungen: Praline, Fondant mit gesüßter Kondensmilch, Obst, Fett. Einige Kekssorten werden in Form einer Mischung aus gemusterten Produkten in den Farben Weiß, Rosa und Schokolade („Meine Lieblingskekse“) hergestellt.
Einheitliche Rezepte sehen auch Mischungen aus Butterkeksen vor, die in Verpackungen (Skazka-Kekse) oder nach Gewicht und in Verpackungen (Butterkekse) hergestellt werden.
Der technologische Prozess zur Herstellung aller Arten von Butterkeksen besteht aus Vorgängen, die das Produktionsschema für Zuckerkekse bilden. Es gibt Unterschiede in Technologie zur Teigzubereitung, zur Veredelung einer Teigschicht oder geformter Rohlinge sowie zur Veredelung fertiger Kekse.
Für eine große Auswahl an Butterkeksen werden verschiedene Teige zubereitet – Mürbeteig, Mürbeteig, Schlagteig (mit Biskuitteig geschlagen, Eiweiß mit Schlagsahne), Nussteig und Teig für Croutons.
Vor der Teigzubereitung werden alle Rohstoffe und Halbfabrikate gemäß den behördlichen Unterlagen für die Produktion vorbereitet.
Mürbeteig zeichnet sich durch Plastizität aufgrund des hohen Fett- und Zuckergehalts aus und seine Plastizität kommt der von Zuckerplätzchenteig nahe. Der Teig wird in Universal-Chargenknetmaschinen mit Z-förmigen Messern geknetet. Während des Betriebs werden Fett (Butter, Margarine oder anderes Fett) in plastischem oder flüssigem Zustand (geschmolzen), Puderzucker, Milchprodukte, Eiprodukte, Wasser, chemische Treibmittel und Aromen in die Maschine geladen und 10–15 Minuten lang gemischt bis eine homogene Rezeptmischung entsteht. Mehl und Stärke hinzufügen. Der Teig wird 5 – 8 Minuten geknetet. Um ein Überkochen des Teigs zu verhindern, sollte die Temperatur 24 °C nicht überschreiten. Der Feuchtigkeitsgehalt des Teigs beim maschinellen Formen beträgt 16,5–17,5 %, beim manuellen Formen beträgt er 16–20 %.
Sandteig enthält eine beträchtliche Menge an Fett und Zucker, hat aber eine Emstan-ähnliche Konsistenz. Um den Teig zu erhalten, wird das Rührverfahren verwendet. Butter mit Puderzucker oder Kristallzucker in einer Knetmaschine mit Z-förmigen Messern 10–15 Minuten lang schlagen. Die restlichen Rohstoffe werden nach und nach zu der aufgewühlten Mischung hinzugefügt und jeweils 1–4 Minuten lang bei niedriger Geschwindigkeit der Maschinenmesser gemischt. Der Teig sollte gleichmäßig vermischt und locker sein. Abhängig von der Produktbezeichnung, den Produktionsbedingungen und der Art der Ausrüstung sollte die Luftfeuchtigkeit des Teigs 15–24 % und die Temperatur 20–30 °C betragen.
Biskuitteig enthält einen erheblichen Anteil an Eiern und Eiprodukten und hat eine emstanartige Konsistenz. In der ersten Zubereitungsstufe werden Eiprodukte mit Zucker, Essenz und chemischen Treibmitteln geschlagen, bis sich das Volumen um das 2,5- bis 3-fache erhöht. Im zweiten Schritt wird die Rezeptmenge an geschmolzener Butter und Mehl in die gerührte Masse gegeben und 10–15 Sekunden lang bei niedriger Geschwindigkeit des Maschinenrührers verrührt. Der fertige Teig sollte gleichmäßig vermischt und locker sein. Je nach Keksname beträgt die Luftfeuchtigkeit des Teigs 25 – 32 %, die Temperatur 18 – 20 °C.
Bei der Herstellung einiger Produktarten wird der Biskuitteig mit einer höheren Luftfeuchtigkeit (37 – 39 %) und einer anderen Technologie zubereitet. Das Eiweiß separat schlagen. Am Ende des Butterns ca. 2,5 % zugeben verschreibungspflichtige Menge Puderzucker und Zitronensäurelösung. Gleichzeitig werden in einer weiteren Maschine Eigelb und Puderzucker geschlagen. Die fertige Masse wird in einen separaten Behälter gegossen und 20 - 30 s lang manuell mit Mehl vermischt. Dann wird das geschlagene Protein in zwei Schritten hinzugefügt und jede Portion wird 10-15 Sekunden lang gemischt. Der fertige Teig sollte gut gestrickt und frei von Mehlklumpen sein. Teigtemperatur 18 - 20 °C.
Teig geschlagenes Protein enthält eine erhebliche Menge Hühnerei-Protein und wird durch 20 - 30-minütiges Schlagen zubereitet, gefolgt von der Zugabe von Mandeln, kandierten Früchten, Mehl und Kristallzucker. Vorgebrühte und geschälte Mandeln werden durch einen Fleischwolf gegeben und getrocknete Früchte werden separat durch einen Fleischwolf gegeben. Geschlagenes Eiweiß, Mehl, Kristallzucker, gehackte kandierte Früchte und Mandeln von Hand vermischen. Teigfeuchtigkeit 29 – 31 %, Temperatur 20 – 22 °C.
Nussteig für Nuss-(Mandel-)Kekse enthält Eiweiß, Zucker, gehackte Nüsse (Mandeln). Der Teig wird auf zwei Arten zubereitet. Die erste Methode besteht darin, getrocknete und geschälte Nüsse und Kristallzucker mit Protein in einer Teigmischmaschine zu vermischen. Die Proteinmenge beträgt je nach Sorte 50-80 % der Rezeptmenge. Die resultierende Masse wird ein- oder zweimal durch eine Dreiwalzenmaschine geleitet und dann mit dem Rest des Proteins und anderen Arten von Rohstoffen vermischt, bis eine homogene Konsistenz erreicht ist. Mehl wird hinzugefügt und 1–8 Minuten lang gemischt. Bei der zweiten Methode werden vorgetrocknete und geschälte Nüsse in einem Fleischwolf zerkleinert und in eine Teigmischmaschine gegeben. Die restlichen Rezeptzutaten, mit Ausnahme des Mehls, werden dort hinzugefügt und zu einer glatten Masse verrührt. Dann Mehl hinzufügen und 1 – 8 Minuten verrühren. Teigtemperatur 20 - 30 °C.
Teig für Croutons (Kuchen, Butter) werden durch Mischen von Butter und Kristallzucker (Puderzucker) in einer Teigmaschine für 8–15 Minuten bei niedriger Geschwindigkeit zubereitet. Anschließend werden bei erhöhter Drehzahl für 8 – 15 Minuten bei Arbeitsgeschwindigkeit die restlichen Rohstoffe, außer Mehl, in die Maschine gegeben und 5 Minuten gemischt. Dann Mehl dazugeben und bei niedriger Geschwindigkeit 2 – 8 Minuten verrühren. Der Feuchtigkeitsgehalt des Teigs beträgt bei Kuchencroutons 24-25 %, bei Buttercroutons 15-23 %. Teigtemperatur 20-22 °C.
Teig formen für Butterkekse erfolgt die maschinelle Produktion mit Rotationsmaschinen und FAK-Maschinen, in kleinen Betrieben manuell. Auf einer Rotationsmaschine ähnelt die Bildung von Mürbeteig der Bildung von Zuckerplätzchenteig. FAK-Maschinen werden zur Herstellung von Rüttel-, Biskuit- und Eiweißteig verwendet.
Der Teig wird in den Trichter der Maschine geladen, von wo aus er von zwei gerillten Walzen durch die Öffnung der Matrize herausgedrückt wird, entweder durch ein Ofenförderband oder durch ein bewegliches Blech (halbmechanisiertes Verfahren). Um ein Ankleben zu verhindern, wird das Blech eingefettet oder mit Mehl bestäubt.
Tabelle 14.1
Technologische Parameter zum Backen von Butterkeksen.
| Art der Cookies | Temperatur, C | Dauer, min |
| Mit Sand entfernbar | 190 – 230 | 3 – 6 |
| Sandjiggen | 200 – 250 | 3 – 15 |
| Keks – geschlagen | 200 – 270 | 3 – 6 |
| Belkovo - ausgepeitscht | 200 – 210 | 5 – 6 |
| Nuss | 180 – 220 | 4 – 10 |
| Cracker für „Cupcakes mit Fruchtfüllung“ | 180 – 200 | 3 – 4 |
| Cracker für „Cupcakes mit kandierten Früchten“ | 180 – 200 | 20 – 25 |
| Buttercroûtons | 108 – 230 | 4 – 7 |
Beim Formen von Hand wird der Teig (Sandteig, für Cracker) zu einer 4 - 5,5 mm dicken Schicht ausgerollt und dann mit Metallkerben ausgeschnitten oder mit einem Spritzbeutel (Sandteig, Nuss, Keksteig, mit Eiweiß geschlagen, für Croutons) auf mit Backpapier ausgelegte oder mit Mehl ausgesägte Blätter verteilen. Der Arbeiter gibt dem abgelegten Teig seine Form. Bei einigen Kekssorten lässt man den abgelegten Teig 6 – 8 Stunden in der Werkstatt stehen, bis sich auf der Oberfläche eine Kruste bildet.
Fertigstellen einer Teigschicht oder geformter Rohlinge ermöglicht es Ihnen, das Aussehen und den Geschmack von Produkten zu verbessern und zu diversifizieren. Bei manchen Butterkekssorten wird die Teigoberfläche mechanisch mit einer Rillenwalze oder manuell mit einem Pinsel mit Eiermasse bestrichen. Die mit Ei gefettete Oberfläche wird mit Krümel aus dem gleichen Teig bestreut, gebratene zerkleinerte Nüsse, Kristallzucker oder kandierte Früchte und ganze Nüsse werden auf das Werkstück gelegt.
Bäckerei Butterkekse werden in elektrisch oder gasbeheizten Durchlauföfen, in Öfen mit festem und versenkbarem Herd hergestellt. Der Backvorgang findet je nach Kekssorte bei unterschiedlichen Temperaturbedingungen statt und dauert unterschiedlich lange (Tabelle 14.1).
Kühlung Nach dem Backen werden die Kekse bei einer Temperatur von nicht mehr als 50 °C gebacken. Die Produkte werden auf Förderbändern oder Blechen abgekühlt und dann mit einem Schaber entnommen oder in Produktionsschalen gegossen.
Abschluss Je nach Name des Kekses besteht es darin, die Füllung auf die Oberfläche aufzutragen und mit Puderzucker, Streuseln oder gehackten Mandeln zu bestreuen, mit Schokolade, Zuckerglasur oder Fondant zu überziehen.
Einige Kekssorten werden vor dem Abkühlen mit Wasser oder Zuckersirup angefeuchtet und anschließend getrocknet Und Werkstatt.
Sie produzieren auch paarweise geklebte Kekse mit Pralinenfüllung oder Fruchtfüllung („Bars“, „Rigoletto“, „Creamy“). Paarweise zusammengeklebte Kekse können mit Schokoladenglasur überzogen werden.
Das Rezept für Haferkekse muss neben hochwertigem Weizenmehl auch Haferflocken enthalten. Das Verhältnis von Weizen- und Hafermehl beträgt (1,8 - 2,66): 1. Natriumbicarbonat wird als Treibmittel, Zimt als Gewürz und Vanillin als Aromastoff verwendet. Einige Produkte umfassen Molke, Traubenmost, Apfelmarmelade und Rohstärke. Als Fette werden Margarine und Butter verwendet. Einige Produktnamen enthalten kein Backpulver.
Haferkekse haben einen angenehmen Geschmack, einen hohen Nährwert und erfreuen sich bei Verbrauchern großer Nachfrage. Haferkekse werden in runder oder ovaler Form, nach Gewicht oder verpackt hergestellt. 1 kg enthält 55 bis 150 Stück. Das technologische Schema zur Herstellung von Haferkeksen umfasst traditionelle Schritte und Vorgänge, es gibt jedoch Besonderheiten beim Kneten des Teigs und beim Backen von Haferkeksen.
Der Teig wird in einer Batch-Mischmaschine geknetet. Die Rohstoffe werden in der folgenden Reihenfolge geladen: Fett (Butter oder Margarine), Kristallzucker, Zimt, Vanillin, Rosinen, Marmelade oder Traubenmost. Die Rosinen durchlaufen zunächst Magnete, werden gewaschen und anschließend in einem Fleischwolf zerkleinert. Die Mischung wird 10 - 30 Minuten lang gründlich gemischt (gemahlen).
Haferflocken, heißes Wasser (Temperatur 70 – 90 °C, ca. 80 % des Gesamtverbrauchs) mit darin gelöstem Salz werden unter ständigem Rühren zur gemahlenen Masse gegeben. Die Zugabe von Kekskrümeln ist erlaubt, jedoch nicht mehr als 5 % der Mehlmasse.
Die resultierende Mischung wird 15 - 30 Minuten lang gerührt, danach werden die restliche Menge Wasser, Weizenmehl sowie geschnittenes Mehl, Backpulver und andere Rezeptzutaten hinzugefügt. Der Teig wird 6 Minuten weiter geknetet, bis eine homogene Masse entsteht.
Zum Kneten von Haferflockenteig wird je nach Wasseraufnahmefähigkeit des Mehls Wasser benötigt – 15 – 24 % (Gesamtmenge) der Mehlmasse. Der Feuchtigkeitsgehalt des Teigs beträgt 16-19 %. Teigtemperatur 24 - 27 °C.
Haferkeksteig wird mit FPL-Maschinen oder von Hand geformt. Beim Einsatz der Maschine gelangt der Teig in einen Trichter, wird von zwei gegeneinander rotierenden Rillenwalzen erfasst und durch ausgeschnittene Schablonen gedrückt. Mit einer Schnur werden Teigportionen abgeschnitten und in gleichmäßigen Reihen auf Schablonen (Stahlofenbänder) gelegt.
Beim Formen von Hand wird der Teig zu einer 9-11 mm dicken Schicht ausgerollt und in die Teiglinge wird eine Aussparung mit einem Durchmesser von 38 mm eingeprägt, die Teiglinge werden auf Backbleche gelegt. Haferkekse werden je nach Ausstattung des Ofens bei einer Temperatur von 180–240 °C gebacken. Backdauer 8-13 Minuten.
Nach dem Backen werden die Kekse auf Förderbändern oder Blechen abgekühlt. Der Feuchtigkeitsgehalt von Haferkeksen beträgt (6±1,5) %.
Die Oberfläche der Kekse ist gemustert. 1 kg enthält mindestens 65 Stück. Erhältlich nach Gewicht oder verpackt.
Diese Art von Butterkeksen zeichnet sich durch ihren hohen Geschmack aus, der Herstellungsprozess ist jedoch arbeitsintensiv und erfordert den Einsatz von Handarbeit. Das Vanillepudding-Halbzeug und die Tuben werden auf die gleiche Weise wie für Eclair-Puddingkuchen hergestellt. Anschließend werden die Röhrchen mit einem Messer aufgeschnitten, mit Füllung gefüllt und einen Tag lang im Kühlschrank bei einer Temperatur von 10°C gekühlt.
Die Füllung besteht aus Zuckerfondant, Kakaopulver, Vollkondensmilch mit Zucker und Cognac. Gekühlte Tuben mit Füllung werden mit Schokoladenglasur überzogen, wobei das Halbzeug manuell hineingetaucht wird. Das Halbfertigprodukt auf ein Gitter legen und 2 Stunden im Kühlschrank aufbewahren. Dann glasieren sie ein zweites Mal, legen es ab und erzeugen durch Drehen des Produkts mit einer Gabel eine nicht glatte, „raue“ Oberfläche. Die Temperatur der Schokoladenglasur beträgt 30 - 31 °C. Abschließend wird das Produkt im Kühlschrank 2 Stunden lang bei einer Temperatur von 10 °C abgekühlt °C. Der Feuchtigkeitsgehalt der Kekse beträgt etwa 10 %. Gemäß OST sollte der Massenanteil der Feuchtigkeit im gebackenen Halbzeug (19 ± 1,5) % betragen, in der Füllung (16 ± 1,5) %.
Die wichtigsten organoleptischen Merkmale eines Butterkekses in Kuchenform sind die zarte Struktur der Füllung, die Schokoladenoberfläche ohne Spuren von „Vergrauung“, Flecken oder kahlen Stellen. Farbe, Geschmack, Geruch müssen für diesen Produktnamen charakteristisch sein.
Kontrollfragen
1. Welche Rohstoffe werden für die Herstellung von Zucker benötigt und haltbar gemacht?
Kekse? Listen Sie die Anforderungen an Mehl auf.
2. Was ist der Unterschied zwischen Zuckerkeksteig und Keksteig?
Kekse?
3. Was sind die Besonderheiten bei der Zubereitung von Dauerteig?
4. Listen Sie die Methoden zum Formen von Rohlingen aus Zucker auf und
Längerer Test.
5. Wie ist die Porosität der Struktur von Zucker, verweilend,
Butterkekse?
7. Welche Arten und Sorten von Butterkeksen kennen Sie?
8. Listen Sie die Methoden zur Herstellung und Formung von Butterteig auf.
9. Welches Mehl wird für die Herstellung von Haferkeksen benötigt?
Literatur
1. Dragilev A.N. Marschallin G.A. „Grundlagen der Süßwarenproduktion“ M.:
Kolos 1999
2. Dragileva A.I., Sezanaev Ya.M. „Herstellung von Mehlsüßwaren
Produkte" UP-M.: Delhi 2000-448p.
3. Skuratovskaya O.D. „Kontrolle der Produktqualität durch physikalische und chemische Verfahren
Methoden. Mehlsüßwaren.“ – M.: Delhi-Druck, 2001-
Vorlesung 28
Herstellung von Crackern, Keksen und Lebkuchen
Planen
Sie werden durch die Rezeptur, die Eigenschaften der Komponenten, den Grad ihrer Mischung und die Temperatur bestimmt. Bei Formanlagen ist die Gleichmäßigkeit und Konsistenz der Teigkonsistenz bei der Verarbeitung sehr wichtig.
Um ein qualitativ hochwertiges Produkt herzustellen, werden Produkte hergestellt Mehl mit mittlerem und schwachem Gluten. In diesem Fall ist der Teig plastisch und die Werkstücke haben eine gleichmäßige, unverzerrte Form. Die Eigenschaften des Teigs werden auch durch die Feinheit des Mahlens beeinflusst: Feines Mehl ermöglicht die Herstellung von Zuckerkeksen mit geringerer Dichte, sorgt für eine stärkere Volumenzunahme beim Backen und eine geringe Streichfähigkeit des Teiglings auf dem Backband.
Je geringer der Inhalt im Test ist Sahara Und je höher der Glutengehalt des Mehls, desto dichter ist die Textur der Endprodukte. Der hohe Zuckergehalt verbessert nicht nur den Geschmack, sondern verleiht den Zuckerkeksen auch eine weichere, zartere Textur. Auch die Größe der Zuckerkristalle beeinflusst die Qualität des Endprodukts.
Fette Sie verleihen dem Teig Plastizität und verleihen den Backwaren Schichtung, Bröckeligkeit, eine schöne Farbe an den Rändern und einen angenehmen, reichen Geschmack. Gleichzeitig führt eine übermäßige Erhöhung der Fettmenge zu einer lockeren, krümeligen Konsistenz des Teigs und eine zu geringe Fettmenge verringert die Plastizität des Teigs, wodurch sich die Bedingungen für die maschinelle Formung von Produkten verschlechtern: die Teigstücke lassen sich nur schwer aus den Zellen des Rotors der Formmaschine lösen, die Produkte werden zu hart und verlieren ihre Bröckeligkeit.
Stärke verleiht dem Teig Plastizität und den fertigen Zuckerkeksen eine gute Feuchtigkeit und Zerbrechlichkeit. Außerdem entstehen beim Backen von Produkten Dextrine, die die Oberfläche von Mehlbonbons glänzend machen.
Milchprodukte die Plastizität des Teigs und den Geschmack der Produkte verbessern und Ei– verleihen den Produkten eine angenehme Farbe und einen angenehmen Geschmack. Eialbumin lockert den Teig und Lecithin emulgiert Fette. Beim Backen härtet das Protein aus und verleiht dem Zuckerkeks eine festere Konsistenz. Dem Teig von Zuckerkeksen werden bis zu 4,5 % Eier und Melange zugesetzt.
Melasse, Invertzucker und Honig Erhöhen Sie die Hygroskopizität und Feuchtigkeit der fertigen Zuckerkekse und färben Sie die Oberfläche der Produkte in einer schönen goldgelben Farbe. Gleichzeitig macht eine zu große Menge Melasse den Teig jedoch zu klebrig und zähflüssig.
Der Herstellungsprozess von Zuckerkeksen umfasst die Zugabe von Zucker chemische Treibmittel: 0,4 % Natriumbicarbonat und 0,05 % Ammoniumcarbonat. Die Herstellung von Produkten allein mit Ammoniumcarbonat wird nicht als richtig angesehen, da Zuckerkekse in diesem Fall einen unangenehmen, milden Geschmack und eine blasse Farbe bekommen. Und durch die sehr schnelle Zersetzung von Ammoniumcarbonat sind die Produkte großporig.
Es wird nicht empfohlen, Kekse allein mit Soda herzustellen, da zu viel davon verbraucht wird, um den Teig aufzulockern, wodurch die Alkalität von Zuckerkeksen den zulässigen Hygienestandard deutlich überschreitet (nicht mehr als 2°). Natriumbikarbonat färbt die Oberfläche von Produkten gelblich-rosa und verleiht ihnen einen besonderen Geschmack.
Zhzhenka Es wird zum Färben von Produkten verwendet, es ist jedoch zu beachten, dass die Zugabe dieses Inhaltsstoffs über 2 % den Produkten einen unangenehmen verbrannten Geschmack verleiht.
Zuckerkekse werden aus leicht zerreißbarem Kunststoffteig mit einem hohen Zucker- und Fettgehalt hergestellt. Es wird Mehl mit schwacher oder mittlerer Glutenqualität der höchsten, 1. und 2. Klasse verwendet (Tabelle 6.1). Die aus diesem Teig gewonnenen Kekse sind sehr krümelig und quellen gut auf. Die Oberfläche der Zuckerplätzchen ist glatt mit einem klaren Muster auf der Vorderseite. Zuckerkekse werden mechanisiert auf strömungsmechanisierten Linien ШЛ-1П und halbmechanisiert auf Linien mit periodischem Teigkneten hergestellt. Das kontinuierliche Kneten des Teigs erfolgt in mechanisierten Fließlinien.
Der technologische Prozess zur Herstellung von Zuckerkeksen besteht aus den folgenden Phasen und Vorgängen.
1. Vorbereitung von Rohstoffen und Halbzeugen für die Produktion.
2. Zubereitung einer Rezepturmischung mit periodischem Kneten oder einer Emulsion mit kontinuierlichem Teigkneten.
3. Zubereitung des Teigs.
4. Den Teig formen.
5. Backen.
6. Kühlung.
7. Fertigstellung.
8. Abfüllung, Verpackung und Lagerung.
|
Rezept für Zuckerkekse (Rohstoffverbrauch pro 1 Tonne Fertigprodukt, kg) |
Die Vorbereitung der Rohstoffe für die Produktion erfolgt erst, nachdem das Labor zu dem Schluss gekommen ist, dass die Rohstoffe für den Einsatz geeignet sind und GOST entsprechen.
|
Tabelle 6.1
|
Die Vorbereitung der Rohstoffe und Halbfabrikate für die Produktion erfolgt nach den aktuellen „Richtlinien zur Verhinderung des Eindringens von Fremdkörpern in Produkte in Betrieben der Süßwarenindustrie und in Genossenschaften“, „Hygienevorschriften für Betriebe der Süßwarenindustrie“. , mit Ausnahme von Unternehmen, die Sahne-Süßwaren herstellen“, „Hygienevorschriften für Unternehmen und Werkstätten, die Süßwaren mit Sahne herstellen.“ Anforderungen an die Aufbereitung der Rohstoffe sind im entsprechenden Unterabschnitt beschrieben.
Die Teigzubereitung erfolgt je nach Betriebsart der Teigmischmaschine periodisch oder kontinuierlich. Im ersten Fall wird eine Rezepturmischung aus flüssigen Zutaten und Zucker zubereitet. Die eingefüllte Wassermenge wird unter Berücksichtigung des Feuchtigkeitsgehalts der Rohstoffe und in Abhängigkeit vom Feuchtigkeitsgehalt des Teigs berechnet. Wasser zum Auflösen chemischer Sprengmittel wird der Gesamtwassermenge entnommen, die zum Mischen verwendet wird. Chemische Sprengmittel – Natriumbicarbonat, Ammoniumcarbonat – werden separat in Wasser gelöst, Wassertemperatur 15.. 20°C.
Die Zubereitung einer Rezeptmischung besteht aus dem Wiegen und Einspeisen von Kristallzucker oder Puderzucker, Fett, Melange, Kondensmilch, Invertsirup, Milch oder Wasser und Salz in eine Teigmischmaschine. Mischen Sie alles 10 Minuten lang in einer Knetmaschine und fügen Sie dann separat Lösungen chemischer Sprengmittel hinzu.
Die Zubereitungsdauer der Rezeptmischung kann bis zu 30 Minuten betragen.
Bei der Verwendung von kontinuierlichen Teigmischmaschinen wird anstelle einer Rezepturmischung eine Emulsion hergestellt, die aus gegenseitig unlöslichen Flüssigkeiten besteht: einer wässrigen Lösung wasserlöslicher Rezepturbestandteile und geschmolzenem Fett. In einer Emulsion ist Fett dispergiert und die Stabilität der Emulsion ändert sich je nach Größe der Fettkügelchen.
Die Einhaltung der Rezeptur beim Mischen von Teig mit Emulsion hängt von der Stabilität der Emulsion ab. Es sollte nicht delaminieren. Um eine starke, sich nicht trennende Emulsion zu bilden, ist die Anwesenheit eines Emulgators – eines Tensids – erforderlich. Der Emulgator reduziert die Oberflächenspannung an der Grenzfläche zwischen Wasser- und Fettphase, umhüllt die Partikel der dispergierten Phase mit einem dünnen, haltbaren Film und verhindert deren Verschmelzung, die zur Delamination der Emulsion führen kann.
Emulgatoren werden zusammen mit bestimmten Rohstoffen wie Melange und Milch eingeführt. Eiprodukte enthalten den natürlichen Emulgator Lecithin, während Milch den Emulgator Protein Kasein enthält.
Die meisten Keksrezepte enthalten diese Art von Rohstoffen und die resultierende Emulsion ist ziemlich stabil. Wenn dieser Rohstoff nicht oder nur unzureichend in der Keksrezeptur enthalten ist, ist die Einführung von Emulgatoren als Lebensmittelzusatzstoff erforderlich, deren Verwendung von den Gesundheitsbehörden genehmigt ist. Üblicherweise werden Phosphatidkonzentrate und Butterungspaste verwendet.
Durch den Einsatz von Teigknetmasse erhöht sich der Grad der Fettemulgierung und die Plastizität des Teigs. Dies führt zu einer verbesserten Formqualität. Gleichzeitig wird die Menge an Zucker und Melange eingespart (Zuckerverbrauch wird um 5 % reduziert, Melangeverbrauch wird um 20 % reduziert, bezogen auf die Beladung mit den angegebenen Rohstoffen in Form von Sachleistungen). Der Ausgleich fehlender Trockensubstanz erfolgt mit Mehl. Fügen Sie Rührpaste in einer Menge von 0,5 % zur Masse der Trockensubstanzen der Rohstoffe hinzu, die für 1 Tonne Kekse verwendet werden. Die Paste wird gleichzeitig mit der Fettzugabe in die Rezepturmischung eingebracht. Die Emulsion für Zuckerkekse besteht aus 8...10 Komponenten.
Die Emulsion wird in einem Emulgator hergestellt. Alle flüssigen Komponenten und Puderzucker bzw. Kristallzucker werden bei Arbeitsgeschwindigkeit in den Emulsionssator gegeben und 5...10 Minuten gemischt. Anschließend werden Lösungen chemischer Treibmittel und zuletzt Fett bei einer Temperatur von etwa 40 °C sowie Aromastoffe zugesetzt. Alles 7...10 Minuten lang gründlich verrühren, bis eine glatte Masse entsteht. Emulsionstemperatur – nicht mehr als 30°C.
Wenn das Rezept nicht-traditionelle Rohstoffe enthält (Molke, Magermilchpulver, Laktose, Traubenmost, Saft usw.), werden diese zusammen mit flüssigen Bestandteilen in die Emulsion eingebracht.
Die fertige Emulsion aus dem Emulgator wird in einen beheizten Zwischenbehälter mit Rührer geleitet, wo die Emulsionstemperatur auf maximal 30 °C gehalten wird. Aus dem Behälter wird die Emulsion kontinuierlich einer kontinuierlichen Teigmischmaschine zugeführt. Die Emulsion kann auch zum periodischen Mischen verwendet werden. Die Technologie, die die Herstellung einer Emulsion aus flüssigen Komponenten umfasst, ermöglicht es, den Produktionsprozess zu vereinfachen. In diesem Fall wird ein Spender für Emulsion und ein Spender für Massenkomponenten – Mehl, Stärke und Krümel – verwendet.
Den Teig vorbereiten. Die Teigzubereitung in Chargenknetmaschinen (Abb. 5, 6) erfolgt durch Mischen der Rezepturmischung mit Mehl, Stärke und Krümeln. Nach der Zubereitung der Rezepturmischung werden die Massenkomponenten in die Knetmaschine gegeben. Die Knetdauer beträgt 20...30 Minuten, abhängig von der Temperatur (Jahreszeit), den Eigenschaften des Mehls und anderen Faktoren. Rotationsgeschwindigkeit des Knetmessers
Reis. 5. Gesamtansicht einer Teigmischmaschine mit Z-förmigen Messern
Maschinen 14...20 U/min. Bei intensiverem Kneten verkürzt sich die Dauer auf 12 ... 15 Minuten.
Der Feuchtigkeitsgehalt des Teigs beim Formen von Rohlingen mit einem Rotationsstempel beträgt 15... 17,5 %. Mit zunehmender Luftfeuchtigkeit verstärkt sich das Anhaften des Teigs.
Bei Teig, der mit Stanzmaschinen geformt wird, kann die Luftfeuchtigkeit auf 22 % erhöht werden. Der fertige Teig sollte homogen, gut vermischt (ohne Spuren von Entknetung), plastisch sein und eine Temperatur von 19...25°C haben. Bei längerem Kneten kann der Teig länger werden und sich in seiner Beschaffenheit und Struktur einem Langteig annähern. Die Qualität von Zuckerkeksen verschlechtert sich.
Die Teigzubereitung in kontinuierlichen Knetmaschinen (Abb. 7) erfolgt durch Mischen der Emulsion mit einer Mischung aus Hauptbestandteilen: Mehl, Stärke und Krümel (Krümel werden aus Keksabfällen gewonnen und in einer Menge von nicht mehr als 5 % zugesetzt) ).
Die Emulsion wird gleichzeitig in zwei Strömen aus dem Zwischenbehälter über eine Pumpe und die Massenmischung über einen Bandspender in die Teigmischmaschine gefördert. Es ist erlaubt, Krümel manuell hinzuzufügen. Die Dauer des Teigknetens in kontinuierlichen Knetmaschinen ist kürzer als in Chargenmaschinen und beträgt 5...10 Minuten gegenüber 20...30 Minuten. Die Teigtemperatur sollte 30 °C nicht überschreiten.
Die Herstellung von Zuckerplätzchenteig erfolgt vorteilhafterweise auf einer Rotationsmaschine direkt aus einem Teigstück. Der Teig wird mittels einer Rillenwelle in Vertiefungen mit einem Muster der Formwelle gepresst. In der Nähe des Rotors wird ein Messer platziert, das überschüssigen Teig von ihm entfernt.
Die Teigstücke werden aufgrund der Adhäsion an der Aufnahmebahn aus den Zellen entfernt, die mit der Aufnahmebahn in Kontakt stehen, und dann zum Backen weitergegeben. Der Teig kann mit einer Schlagstanzmaschine geformt werden, nachdem er auf einer Walzmaschine vorgewalzt wurde und ein Teigband mit einer Dicke von 3,5 ... 4 mm erhalten wurde. Teig-
Reis. 7. Teigmischmaschine SHT-1M
Extrudierte Rohlinge werden auch durch Extrusion durch Schablonen unterschiedlicher Größe auf Maschinen wie FPL, FAK erhalten.
Die Qualität der Teiglinge hängt hauptsächlich vom Feuchtigkeitsgehalt und der Temperatur des Teigs ab. Mit zunehmender Feuchtigkeit des Teigs nimmt die Haftung des Teigs an den Zellen des Rotors der Formmaschine zu; die Abfallmenge nimmt zu; die Maschinenleistung nimmt ab.
Wenn die Luftfeuchtigkeit unter 15 % liegt, werden die Teigplastizität und die Formqualität verringert. Eine erhöhte Teigtemperatur führt zu einer Verschlechterung der Keksqualität.
Bäckerei. Bei der Herstellung von Keksen auf mechanisierten Fließlinien erfolgt das Backen in kontinuierlichen Einband-Tunnelöfen mit Gas- oder Elektroheizung. Es gibt Öfen, die mit festen und flüssigen Brennstoffen betrieben werden. Die geformten Teiglinge gelangen direkt auf das Förderband des Ofens.
Bei einer teilmechanisierten Produktionsmethode werden Teiglinge auf saubere, auf eine Temperatur von 60...70 °C erhitzte Schablonen gelegt und dem Ofen zugeführt.
Die technologischen Parameter des Backens können je nach Ofentyp, Füllungsgrad und anderen Faktoren variieren. Das Backen der auf Rotationsstempeln erhaltenen Teiglinge erfolgt bei einer Temperatur von 220...240°C für 4,5...5,5 Minuten; bei einer Temperatur von 240...260°C - für 3,5...4,5 Minuten; bei einer Temperatur von 260...300°C - für 2,5...3,5 Minuten. Auf FAK- und FPL-Maschinen gewonnene Teiglinge werden bei einer Temperatur von 220...240°C 10...12 Minuten lang gebacken.
Das Backen bei der Herstellung von Keksen und anderen Mehlsüßwaren ist komplex und einer der wichtigsten Vorgänge, die sich auf die Qualität der Produkte auswirken. Dank einer Reihe physikalisch-chemischer und kolloidaler Prozesse werden Teiglinge in Produkte umgewandelt. Die Teiglinge werden zunächst Schicht für Schicht durch die Heizflächen des Ofens und das Dampf-Luft-Gemisch erhitzt. Nach einer Minute haben die Oberflächenschichten eine Temperatur von etwa 100 °C und die Innenschichten etwa 70 °C.
Mit steigender Temperatur wird Feuchtigkeit entzogen und der Feuchtigkeitsgehalt des Teigs nimmt ab. Die Erwärmung des Teigs und die Intensität der Feuchtigkeitsübertragung werden von der Temperatur und der relativen Luftfeuchtigkeit in der Backkammerumgebung beeinflusst. Während der ersten Backperiode werden eine relativ niedrige Temperatur der Backkammerumgebung (nicht höher als 160 °C) und eine hohe relative Luftfeuchtigkeit (60...70 %) aufrechterhalten. Dadurch wird die Erwärmung der Werkstücke intensiviert und eine Krustenbildung ausgeschlossen. Auf der Oberfläche bildet sich ein elastischer Film, der das Aufsteigen der Produkte durch die Bildung gasförmiger Produkte und die Bildung einer porösen Struktur nicht behindert. Durch die Zersetzung chemischer Sprengmittel bei einer Temperatur von 60...90 °C entstehen gasförmige Produkte.
2NaHC03 Na2C03 + CO, + H20;
(NHJjCOJ -» 2NH3 + C02 + H20.
Ammoniakdioxid
Bei der Zersetzung von Natriumbicarbonat entsteht unter Bildung gasförmiger Stoffe das Mittelsalz Na2C03, das der Leber eine alkalische Reaktion verleiht. Die Alkalität in Keksen ist streng geregelt und sollte die von GOST zulässige Norm (nicht mehr als 2 Grad Alkalität) nicht überschreiten.
Mit zunehmender Temperatur nimmt das Volumen gasförmiger Produkte zu, wodurch die Werkstücke eine kapillarporöse Struktur erhalten. Auch der beim Backvorgang entstehende Dampf spielt eine wichtige Rolle bei der Auflockerung des Werkstücks.
Während des Backvorgangs kommt den Proteinen und der Stärke des Mehls die Hauptrolle bei der Bildung der kapillarporösen Struktur zu.
Mehlproteine denaturieren und koagulieren bei einer Temperatur von 50...70°C. Gleichzeitig verlieren sie beim Teigkneten die von Proteinen aufgenommene Feuchtigkeit. Die Stärke quillt und chelistert teilweise – sie wird durch das freigesetzte Wasser freigesetzt. Koagulierte Proteine und verkleisterte Stärke bilden ein poröses Keksgerüst, auf dessen Oberfläche Fett in Form von Filmen adsorbiert wird. Das Zusammenspiel von freien Aminosäuren und reduzierenden Zuckern, die mit Rohstoffen (Invertsirup) zugesetzt werden, führt zur Bildung dunkel gefärbter Substanzen – Melanoidine, die der Leber eine charakteristische hellstrohgelbe Farbe verleihen. Der Farbumschlag wird durch Karamellisierungsprodukte von Zuckern beeinflusst.
Am Ende des Backvorgangs sinkt die Temperatur der Backkammer und die Kekse, die den Ofen verlassen, haben in der Oberflächenschicht eine Temperatur von 118...120 °C, in den inneren Schichten etwa 100 °C.
Heiße Produkte können nicht ohne Verformung vom Band entfernt werden, daher müssen die Produkte gekühlt werden.
Das Abkühlen der Kekse erfolgt hauptsächlich auf dem Teil des Bandes, der aus dem Ofen herausragt, bis sie aushärten. Die weitere Kühlung der Kekse erfolgt auf Förderbändern, auf die die Kekse vom Ofenförderband übertragen werden. In den ersten 3 Minuten werden die Kekse ohne erzwungene Luftzirkulation abgekühlt, in den nächsten 3 Minuten – mit erzwungener Luftzirkulation mit einer Geschwindigkeit von 3 m/s, dann werden sie gestapelt (auf den Rand gelegt) und zum Fertigstellen serviert bzw. serviert Verpackung:
Beim Backen von Keksen auf Schablonen werden diese auf Karussells oder spezielle Regale gelegt und auf eine Temperatur von etwa 50 °C abgekühlt. Die abgekühlten Kekse werden von Hand entnommen oder durch Schlagen der Schablone gegen die Innenwand der Produktionsbox niedergeschlagen. Die Füllung der Schachtel mit Keksen sollte nicht mehr als 2/3 der Höhe der Schachtel betragen. Beim Abkühlen der Kekse verdunstet aufgrund der beim Backen entstehenden Hitze Feuchtigkeit, d. h. es kommt zu Schrumpfung. Beim Abkühlen verlangsamt sich der Feuchtigkeitsentzug und hört dann ganz auf.
Erfolgt die Kühlung ohne erzwungene Luftzirkulation, erfolgt der Feuchtigkeitsentzug langsamer und die Schrumpfung nimmt zu. Beim Einsatz von Kühlluft hat die Luftgeschwindigkeit einen großen Einfluss auf die Trocknung. Mit zunehmender Luftgeschwindigkeit sinkt die Temperatur der Kekse schneller und der Feuchtigkeitsentzug aus den Produkten verlangsamt sich. Zu kalte Luft kann zu Rissen in den Produkten führen.
Bei der Keksveredelung werden zwei Kekse mit Schokoladenglasur überzogen, zwei Kekse werden mit einer Frucht- oder Cremefüllung zusammengeklebt und auf der Unterseite des Kekses verteilt. Legen Sie einen zweiten Keks mit dem Muster nach oben auf die Füllung. Die Füllung sollte nicht über die Ränder hinausragen.
Das Glasieren von Keksen erfolgt manuell, indem die abgekühlten Kekse ganz oder teilweise darin eingetaucht werden. Die Schokoladenglasur wird vorab auf eine Temperatur von 30...31 °C gebracht. Mit Glasur bedeckte Kekse werden auf Gitter gelegt, überschüssige Glasur lässt man abtropfen und kühlt dann auf eine Temperatur von 5...8 °C ab, bis die Schokoladenglasur aushärtet.
Abfüllung, Verpackung und Lagerung erfolgen gemäß der aktuellen behördlichen Dokumentation.
Herstellung von Zuckerkeksen auf einer mechanisierten Linie. Die Herstellung von Zuckerkeksen auf einer mechanisierten Linie beginnt mit der Vorbereitung der Teigkomponenten, deren Zubereitung und Dosierung in zwei Strömen: einer Mischung aus Massenkomponenten und einer Emulsion aus den flüssigen Komponenten aller Rohstoffe und Kristallzucker oder Puderzucker (Abb . 8).
Die Mischung aus Hauptzutaten umfasst: Mehl, Stärke und Kekskrümel (nicht mehr als 5 Gewichtsprozent Mehl). Krümel werden aus wiederverwendbaren Keksabfällen durch Mahlen in einem Brecher gewonnen. Die Emulsion wird aus Zucker, Milch, Invertsirup, Fett, Melange, Salz, Backtriebmitteln usw. hergestellt.
An der Vorbereitungsstation wird die Mischung der Massenkomponenten vorbereitet. Dem Mischer werden Mehl, Stärke und Krümel aus den Annahmebehältern im erforderlichen Verhältnis zugeführt. Die Mischung gelangt dann durch ein Sieb in einen Entleerer und dann in einen Bandspender und einen kontinuierlichen Kneter.
Vor der Herstellung der Emulsion werden die Rohstoffe aufbereitet. Bei der Verwendung von Puderzucker wird Kristallzucker durch ein Sieb gesiebt, in einem Brecher zerkleinert und mit einem Spender-Emulgator-Körper der Mischung zugeführt. Aus Zwischenspendersammlungen werden Invertsirup, Fett, Melange, Milch und Wasser dem Emulgator zugeführt und eine Emulsion hergestellt.
Die vorbereitete Emulsion wird in einen Zwischenbehälter gepumpt und von dort aus mittels einer Dosierpumpe einer kontinuierlichen Knetmaschine zugeführt. Alle Behälter für flüssige Rohstoffe und Emulsionen, Mischer-Emulgator und Knetmaschine sind mit Wassermänteln ausgestattet, um optimale Temperaturbedingungen aufrechtzuerhalten. Das Mischen der Rohstoffe und das Kneten des Teigs dauert 10 bis 20 Minuten.
Temperaturregler überwachen und regeln automatisch.
Von der Knetmaschine fließt der Teig in den Probetrichter. Die darin befindlichen Messer der horizontalen Welle lockern die Teigstücke und verteilen sie gleichmäßig über die Breite des Förderbandes. Der aufgelockerte Teig wird per Förderband direkt in den Einfülltrichter einer Rotationsformmaschine befördert. Keksteigstücke in verschiedenen Formen, Größen und mit verschiedenen komplexen Mustern auf der Oberfläche werden auf einer Rotationsmaschine geformt. Die Kraft der Teighaftung an den Rotorzellen sollte die Kraft der Teigpartikel aneinander nicht überschreiten.
|
Reis. 8. Maschinen- und Hardwarediagramm der Produktionslinie für Zuckerkekse: 1 - Zyklon-Entlader für Puderzucker; 2,3,4,5 - volumetrischer Spender; b – Mischtrichter (Emulgator); 7 - Emulsion - Sator; 8- Pumpe; 9- beheizter Zwischenbehälter mit Rührer; Yu - Dosierpumpe; 11 - Bandmehlspender; 12 - Vormischkammer; 13 - zweiteilige Teigmischmaschine; 14- Förderband; 15-Rotationsformmaschine; 16-Band-Ofen mit Gitterförderband; 17- Kühlfördersystem; 18- abnehmbares Gerät; 19-Stapler; 20 - Schrank zur Endkühlung; 21 - Maschenförderer; 22 - Verpackungsmaschinen; 23-Desktop; 24 Bandförderer |
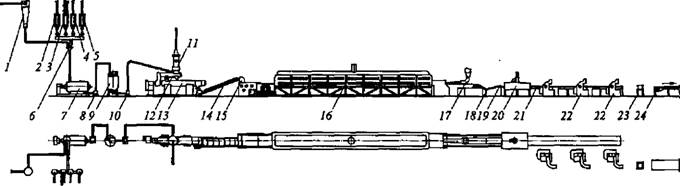
Die Teiglinge gelangen dann in das Gitterband eines Einband-Herdofens. Der Backmodus (Temperatur, Dauer) wird automatisch angepasst. Die fertigen Kekse werden in einem Kühler mit Luft gekühlt, auf den Rand gestapelt, wenn es die Form erfordert, und weiter abgekühlt. Gekühlte Kekse sind ausreichend haltbar und können dann in Packungen oder Kartons verpackt werden. Die Kartons werden verschlossen und gestapelt.
Die strömungsmechanisierten Linien ShL – 1P haben eine hohe Produktivität – 1000 kg/h Zuckerkekse.
Das Senden Ihrer guten Arbeit an die Wissensdatenbank ist ganz einfach. Nutzen Sie das untenstehende Formular
Studierende, Doktoranden und junge Wissenschaftler, die die Wissensbasis in ihrem Studium und ihrer Arbeit nutzen, werden Ihnen sehr dankbar sein.
Veröffentlicht am http://www.allbest.ru/
Einführung
Süßwaren sind Lebensmittelprodukte, die in der Regel einen hohen Zuckergehalt haben und sich durch einen hohen Kaloriengehalt und eine hohe Verdaulichkeit sowie einen angenehmen Geschmack und ein angenehmes Aroma auszeichnen. Für die Zubereitung von Süßwaren werden verschiedene Arten von Lebensmittelrohstoffen verwendet – Zucker, Melasse, Honig, Früchte und Beeren, Weizenmehl (seltener Haferflocken, Soja, Mais, Roggen), Milch und Butter, Fette, Stärke, Kakao, Nüsse, Eier, Speisesäuren, Gelier- und Aromastoffe, die durch verschiedene mechanische und thermische Verfahren verarbeitet werden. Der hohe Nährwert von Süßwaren beruht auf ihrem hohen Gehalt an Kohlenhydraten, Fetten und Proteinen.
Zuckerkekse sind ein wunderbarer Leckerbissen zum Tee, krümelig, gut quellend und süß im Geschmack. Kekse werden nach klassischen Rezepten unter Verwendung traditioneller Rohstoffe (Weizenmehl höchster und erster Güteklasse, cremige Margarine, Invert- und Zuckersirup, Puderzucker, Melange, Milchpulver, naturidentische Aromen, Backpulver) zubereitet.
Zuckerkekse enthalten mehr Zucker und Fett. Der Teig dafür wird unter Bedingungen zubereitet, die ein Aufquellen des Glutens verhindern. Dieser Teig nimmt leicht seine Form an und behält diese bei, weshalb in der Regel ein Muster auf die Oberfläche von Zuckerkeksen gestanzt wird. Es weist Sprödigkeit, hohe Quellfähigkeit und Porosität auf.
1. Technologisches Diagramm der Produktproduktion
Die Herstellung von Zuckerkeksen besteht im Großen und Ganzen aus den folgenden Vorgängen: Zubereitung und Dosierung der Emulsion, Zubereitung und Dosierung des Mehls, Teig kneten, Kekse formen, Kekse backen, Kekse kühlen und verpacken.
1. Die Zubereitung der Emulsion beginnt mit dem Empfangen, Sieben und Wiegen von Kristallzucker mit einem automatischen Zuckermessgerät 1 der Marke MD-100 (Abbildung 4.1). Eine abgewogene Portion Kristallzucker wird in einen Kocher 2, Klasse 28-A, abgesenkt. Dort wird Wasser mit einem Volumenmessbecher dosiert. Der Kessel verfügt über einen Ankerrührer und einen Dampfmantel. Der gekochte Sirup wird mit der Pumpe 4 vom Typ ShNK-18.5 durch Filter 3 in einen volumetrischen Spender mit 4 Abschnitten 5 gepumpt. Fett, Milch und Wasser werden in andere Abschnitte des Spenders 5 entnommen. Aus dem rezeptpflichtigen Spender werden flüssige Komponenten durch die Schwerkraft durch die unteren Hähne in den Emulgator 6 der Marke ShS gegossen. Durch das obere Rohr können dem Emulgator Puderzucker, Salz und Melange zugesetzt werden. Der Emulgator verfügt über einen horizontalen Zylinder mit Wärmeisolierung und einem Wassermantel. „T“-förmige und rechteckige Klingen drehen sich auf einer horizontalen Welle. Beim Schlagen werden die Bestandteile der Emulsion gleichmäßig darin verteilt, was die Qualität des Teigs und der Kekse verbessert. Die fertige Emulsion wird von der Pumpe 7 in den Emulsionstank 8 der Marke ShB-1E gepumpt. Der Tank ist ein kurzer vertikaler Zylinder mit einem Wassermantel und einem Rührer im Inneren. Der Tank ist für die Zwischenlagerung der Emulsion bei konstanter Temperatur ohne Delamination ausgelegt. Zum Kneten des Teigs wird die Emulsion kontinuierlich mit einem volumetrischen Spender 9 der Marke ШД-1Э dosiert. Die Dosiereinheit ist eine Zahnradpumpe der Marke NSh-150K. Die Dosierung der Emulsion erfolgt durch Änderung der Zahnraddrehzahl mithilfe eines anpassbaren PMSM-6-Antriebs mit Rutschkupplung.
2. Die Vorbereitung des Mehls beginnt mit der Aufnahme in den Bunker des Massenlagers für Mehl. Anschließend wird das Mehl per Aerosoltransport der Produktion zugeführt, gesiebt und nach der Verwiegung dem Mischer 10 zugeführt. Dort werden auch Stärke und Streusel gemäß Rezeptur zugeführt. Bei der Herstellung von Keksen kommt es zu einer gewissen Anzahl an Herstellungsfehlern (verbogene und verbeulte Kekse) und zu veralteten Retouren aus den Geschäften. Solche Kekse werden durch einen Brecher gegeben und die resultierenden Krümel werden gemäß dem Rezept zum Mehl gegeben. Die Mischung aus Mehl, Stärke und Streuseln gelangt in den Spender 11 der Marke ШД-1М. Die kontinuierliche Mehldosierung erfolgt über ein Förderband durch Veränderung der Dicke der Mehlschicht und der Geschwindigkeit des Bandes.
3. Die Teigmischmaschine 12 der Marke SHT-1M führt das kontinuierliche Kneten von Zuckerteig durch. Die Maschine verfügt über zwei Kammern in Form horizontaler Zylinder: eine obere Vormischkammer und eine untere Endmischkammer. Jede Kammer verfügt über eine horizontale Welle mit Knetschaufeln. Die Intensität des Knetens wird durch Abdecken oder leichtes Öffnen des Tors am Ausgang des Teigs aus der unteren Kammer eingestellt.
4. Der Teig kommt als schmaler und dicker Strang aus der Knetmaschine. Der Teigstrang muss über die Breite der Formmaschine 17 und des Gitterherdes des Ofens verteilt werden. Zu diesem Zweck wird ein Teigzuführ-Wender 13 der Marke ShP-1T installiert und verwendet. Anschließend gelangt der Teig mit einem breiten gelockerten Band in den Aufnahmetrichter 15 der ShR-1M-Formmaschine. Die Haupteinheit dieser Maschine ist ein Formrotor 17 mit Zellen (Keksformen). Die Plastizität des Zuckerteigs ermöglicht das Pumpen mit einer gerillten Walze in Form eines Rotors. Überschüssiger Teig von der Oberfläche des Rotors wird mit einem Messer abgeschnitten (in der Abbildung nicht dargestellt). Beim Durchlaufen der unteren Hälfte der Drehung werden die geformten Keksrohlinge von den Formen auf die Oberfläche der 92-entfernbaren Leinwand 18 übertragen. Vom rechten Ende der Klinge werden die geformten Keksrohlinge auf das Gitter unter dem Ofen übertragen.
5. Das Backen von Keksen erfolgt kontinuierlich auf dem Gitterboden eines Tunnelofens 21 der Marke A2-ShBG. Eine große Anzahl von Brennern ermöglicht die Einstellung unterschiedlicher Temperaturen für die Backzonen; mit dem Variator können Sie die gewünschte Backdauer einstellen. Der Ofen ist mit einer automatischen Gassicherheit ausgestattet. Der Ofen hat eine Länge von 35,8 m. Die Ofenproduktivität beträgt 1000 kg/h.
6. Kekse werden in einem Kühlbandschrank 22 der Marke A2-ShKO gekühlt, der auf dem entfernten Teil des Gitterbandes des Ofens platziert ist. Der Stapler SB-4 (23) ist zum Aufnehmen gekühlter Kekse, zum Platzieren von Keksen auf dem Rand (zum Stapeln) und zum Verteilen von Keksen zum Verpacken in Packungen und zum Verpacken in Kartons bestimmt.
7. Kekse, die zum Verpacken in Pakete geschickt werden, werden zusätzlich gekühlt und gelangen in die Verpackungsmaschinen 26. Die Pakete werden manuell in Kartons gesteckt. Die zur Verpackung in Kartons geschickten Kekse gelangen über das Förderband 24 in den Trichter 29 der automatischen Waage. Nachdem die eingestellten Kilogramm gesammelt wurden, schaltet die Maschine die Sammlung der Kekse im Trichter ab. Eine abgemessene Portion Kekse wird in eine Schachtel gegeben, die verschlossen und beschriftet wird.
2. Anforderungen an die Qualität der Fertigprodukte
Die Qualität der Cookies muss GOST 24901-89 entsprechen. Plätzchen. Allgemeine technische Bedingungen.
Tabelle 1 Organoleptische Eigenschaften von Keksen
|
Indikatorname |
Eigenschaften und Normen für Zucker und Hartkekse |
|
|
Richtig, entsprechend dem Vornamen des Kekses, ohne Dellen, die Ränder des Kekses sollten glatt oder gewellt sein. |
||
|
Oberfläche |
Glatt mit klarem Muster auf der Vorderseite, nicht verbrannt, ohne Krümeleinschlüsse. Die Oberfläche der glasierten Kekse sollte glatt oder leicht gewellt sein, ohne Spuren von Vergrauung oder kahlen Stellen. Einzelne Einschlüsse unvollständig gelöster Zuckerkristalle auf der Oberfläche von Keksen, die unter Verwendung von Tensiden hergestellt wurden, sind zulässig. |
|
|
Charakteristisch für diesen Namen sind Kekse, verschiedene Farbtöne, einheitlich. Eine dunklere Einfärbung der hervorstehenden Teile des Reliefmusters und der Ränder der Kekse sowie der Unterseite der Kekse sowie dunkle Markierungen vom Netz von Öfen oder Schablonen sind zulässig. |
||
|
Schmecken und riechen |
Für diesen Namen charakteristische Kekse, ohne fremden Geruch und Geschmack |
|
|
Gebrochene Sicht |
Gebackene Kekse mit gleichmäßiger Porosität, ohne Hohlräume oder Unknetspuren. Die Füllung im Blätterteig sollte nicht über den Rand hinausragen. |
Tabelle 2 Physikalisch-chemische Indikatoren für die Qualität von Zuckerkeksen
|
Indikatorname |
Standard für Cookies |
||
|
Zucker aus Weizenmehl |
|||
|
Bestnote |
Erste Klasse |
||
|
Feuchtigkeit, % |
|||
|
Massenanteil des Gesamtzuckers bezogen auf die Trockenmasse. (für Saccharose), %, nicht mehr |
|||
|
Massenanteil Fett in Trockenmasse, % |
|||
|
Alkalität, Grad, mehr nicht |
|||
|
Massenanteil an Asche, unlöslich in Lösung mit einem Massenanteil an Salzsäure 10 %, %, nicht mehr |
|||
|
Nässe, %, nicht weniger |
|||
|
Massenanteil der gesamten schwefligen Säure, %, nicht mehr |
3. Eigenschaften von Rohstoffen und deren Vorbereitung für die Produktion
3.1 Rezept und Eigenschaften von Rohzuckerkeksen
Zuckerkekse aus Premiummehl. Es hat eine rechteckige Form. 1 kg enthält mindestens 216 Stück. Erhältlich nach Gewicht und in Verpackung. Luftfeuchtigkeit 4,5 % (+1,5 %; -1,0 %).
Tabelle 3 Rezept für Vanillezuckerkekse
|
Name der Rohstoffe |
Rohstoffverbrauch pro 1 Tonne Fertigprodukt, kg |
|||
|
in Trockenmasse |
||||
|
Premiummehl |
||||
|
Maisstärke |
||||
|
Puderzucker |
||||
|
Sirup umkehren |
||||
|
Margarine |
||||
|
Vollmilch |
||||
|
Vanillepuder |
||||
Bei allen Arten von Mehlprodukten sind der Glutengehalt im Mehl und seine Qualität wichtig. Bei der Herstellung von Zuckerkeksen wirkt sich der Einfluss der Parameter und der Qualität des Mehls auf alle Produktionsstufen aus: angefangen bei der Teigzubereitung mit der erforderlichen Plastizität, Feuchtigkeit, Temperatur bis hin zum Abkühlprozess der Backwaren.
Es ist ratsam, Zuckerkekse unabhängig von der Menge aus Mehl mit Gluten mittlerer und schwacher Qualität herzustellen, da Mehl mit Gluten hoher Qualität weniger gute Ergebnisse liefert: Kekse sind brüchiger, quellen weniger auf und haben weniger Porosität, da der Teig aufgeht beim Backen ist in diesem Fall weniger.
Der Mahlgrad des Mehls hat einen starken Einfluss auf die Qualität von Keksen: Je gröber der Mahlgrad, desto kleiner ist die spezifische Oberfläche der Mehlpartikel und damit auch die Kontaktfläche zwischen Mehl und Wasser.
Zucker reduziert die Quellung von Mehlproteinen und beeinflusst die Teigstruktur und die Qualität der Endprodukte. Daher ist es ein Teigweichmacher, der ihn plastisch und zähflüssig macht. Überschüssiger Zucker führt dazu, dass der Teig an den Arbeitsteilen der Maschinen kleben bleibt und der Teig beim Backen unscharf wird. Zucker verleiht Produkten einen süßen Geschmack und Härte. Durch die im Rezept erlaubten Abweichungen bei der Zuckerdosierung können Sie die Eigenschaften von Mehl und Temperatur berücksichtigen.
Der Mahlgrad der Zucker- und Mehlpartikel hat großen Einfluss auf die Qualität von Teigen und Produkten. Um einen plastischen Teig zu erhalten, bei dem der Wassergehalt stark begrenzt ist, sollten Sie keinen Kristallzucker, sondern Puderzucker (und idealerweise Kristallzucker) verwenden. Dies liegt daran, dass in relativ wenig Wasser nicht die gesamte im Rezept angegebene Zuckermenge aufgelöst werden kann und die verbleibenden ungelösten Zuckerkristalle auf der Oberfläche der Kekse sichtbar bleiben.
Das Keksrezept enthält Salz, das nicht nur ein Geschmackszusatz ist, sondern auch eine Substanz, die die Löslichkeit von Saccharose erhöht, was bei der Herstellung von Butterteig sehr wichtig ist.
Milchprodukte verbessern die Plastizität des Teigs und den Geschmack der fertigen Produkte durch das Vorhandensein von gut emulgiertem Milchprotein.
Eiprodukte fördern das Aufschäumen und Auflockern des Teigs: Dotterlecithin ist ein natürlicher Emulgator und Eieralbumin verleiht dem Produkt aufgrund seiner guten Schaumeigenschaften Porosität und hilft, die Struktur zu fixieren. Darüber hinaus verleihen Eiprodukte den Keksen einen angenehmen Geschmack und eine angenehme Farbe.
Fette, in den Teig eingebracht, reduzieren das Quellen von Mehlkolloiden. Durch Adsorptionsbindung an Stärke und Proteine blockieren Fette mögliche Adhäsionsstellen kolloidaler Partikel, schwächen deren Bindung und verhindern dadurch das Eindringen von Feuchtigkeit. Dies trägt dazu bei, die Elastizität des Teigs zu verringern und die Plastizität zu erhöhen.
Zur Herstellung von Keksen verwendetes Mehl, hauptsächlich der höchsten Güteklassen 1 und 2, entsprechend GOST 26574-85. Der Feuchtigkeitsgehalt von Weizenmehl sollte 15 % nicht überschreiten.
Kristallzucker (TU 2316-93)
Melasse (GOST 5194-91)
Fette. Sie verwenden Butter (GOST 37-91), Margarine (GOST 240-85) und gehärtete Fette (Schmalz).
Speisesalz GOST 13830-91E
Die organoleptische Bewertung von Keksen erfolgt gemäß GOST 5897-90; der Feuchtigkeitsgehalt wird gemäß GOST 5900-73 bestimmt; Der Massenanteil des Gesamtzuckers erfolgt nach GOST 5903-89; Fett - gemäß GOST 5899-85; Alkalität - gemäß GOST 5898-87; Nässe - gemäß GOST 10P4-80.
3. 2 Vorbereitung der Rohstoffe
Die Vorbereitung der Rohstoffe besteht aus dem Entleeren, Reinigen, Sieben und Abseihen, Mahlen, Erweichen, Auflösen und Quellen der Komponenten.
3.3 Produktionstechnologie
Die Herstellung von Zuckerkeksen erfolgt auf zwei Arten: auf mechanisierten Linien mit periodischem Teigkneten und auf strömungsmechanisierten Linien mit kontinuierlichem Teigkneten.
Der technologische Prozess zur Herstellung von Zuckerkeksen umfasst die folgenden Vorgänge: Vorbereitung der Rohstoffe; Zubereitung der Rezepturmischung (Emulsion); Teig kneten; Formen eines Teigstücks; Bäckerei; Kühlung; Paket.
Teig kneten. Zuckerteig hat eine hohe Plastizität und nimmt unter dem Druck der Arbeitsteile der Maschine leicht die ihm gegebene Form an und behält diese bei.
Der fertige Zuckerteig aus einer kontinuierlichen Mischmaschine wird über ein Förderband in den Trichter einer Rotationsformmaschine gefördert. . Anschließend gelangen die Teiglinge in den Durchlaufofen , wo die Backwaren hergestellt werden. Anschließend werden die Produkte in einer Vorkühlkammer abgekühlt , Über dem Ofenband montiert, gelangen sie dann entlang eines geneigten Tabletts in den Strömungsverteiler, wo die Produktreihen neu gruppiert werden. Vom Strömungsverteiler gelangen die Kekse in die Kühlkammer , Anschließend werden die Kekse mithilfe eines Staplers auf die Kante gedreht, schließlich abgekühlt und in dieser Form zu den Verpackungsmaschinen geschickt . Verpackte Pakete per Förderband an die Verpackungsmaschine übergeben .
Den Teigling formen. Beachten Sie Folgendes, wenn Sie Zuckerteig auf einer Rotationsmaschine formen. Die Adhäsionskraft (Adhäsion) des Teigs an den Rotorzellen sollte die Adhäsionskraft der Teigpartikel untereinander nicht überschreiten, da sonst eine vollständige Entfernung des Teigs von den Rotorzellen nicht möglich ist. Die Kraft der Teighaftung am Empfangsblatt muss die Kraft der Teighaftung an den Rotorzellen übersteigen.
Das Befüllen der Rotorzellen mit Teig hängt von der Position des Messers und dem Abstand zwischen der Rillentrommel und dem Rotor ab, die in der Regel je nach Art und Beschaffenheit des Teigs angepasst werden. Je höher das Messer ist, desto geringer ist der Druck, dem der Teig ausgesetzt ist. Dies kann dazu führen, dass die Zellen des Rotors nicht ausreichend gefüllt sind und sich der Teig nicht mehr aus den Zellen lösen lässt. Wenn das Messer sehr tief positioniert ist, werden die Rotorzellen aufgrund des starken Drucks, dem der Teig ausgesetzt ist, mit Teig überfüllt und die Drucktrommel drückt den überschüssigen Teig heraus; Dadurch bilden sich Grate rund um das Werkstück. Die Rohlinge werden gebacken.
Bäckerei. Das Backen von Süßwaren aus Mehl ist der komplexeste Vorgang des technologischen Prozesses. Beim Backen kommt es im Teig zu physikalisch-chemischen und kolloidalen Veränderungen, die die Qualität des Endprodukts bestimmen.
Aus thermophysikalischer Sicht handelt es sich beim Backen um einen hygrothermischen Prozess, der durch die Übertragung von Wärme und Feuchtigkeit in kolloidalen kapillarporösen Materialien unter dem Einfluss hoher Temperatur gekennzeichnet ist.
Das Backen von Produkten erfolgt in Öfen, in denen die Wärme meist von Heizflächen und dem Dampf-Luft-Gemisch auf die Teiglinge übertragen wird. Beim Wärmeaustausch der Teiglinge mit den Heizflächen des Backofens und dem Dampf-Luft-Gemisch der Backkammer kommt es zu einer schichtweisen Erwärmung des Teigs.
Die Oberflächenschichten der Teiglinge erreichen in etwa einer Minute eine Temperatur von etwa 100 °C, während die Temperatur der inneren Teigschichten im gleichen Zeitraum 70 °C nicht überschreitet. Während sich der Teig erwärmt, steigt die Temperatur der Oberflächenschichten stetig an, jedoch mit geringerer Intensität, und erreicht am Ende des Backvorgangs 170–180 °C. Auch die Temperatur der mittleren Teigschichten steigt und erreicht am Ende des Backvorgangs 106–108 °C.
Kühlung. Bei strömungsmechanisierten Linien werden die Kekse auf einem Kühlband gekühlt. In den ersten 3 Minuten werden die Kekse ohne erzwungene Luftzirkulation abgekühlt, in den nächsten 3 Minuten – mit erzwungener Luftzirkulation mit einer Geschwindigkeit von 3 m/s, dann gestapelt und zum Verpacken serviert.
4. Karte der technischen und chemischen Produktionskontrolle
Tabelle 4. THC-Schema von Halbfabrikaten und Parameter des technologischen Prozesses bei der Backproduktion.
|
Rohstoff, Halbzeug oder Prozessstufe |
Kontrollierte Indikatoren |
Häufigkeit und Zeitpunkt der Kontrolle |
Analyse- oder Kontrollmethode |
|
|
Weizenmehl zum Backen |
Organoleptische Eigenschaften Feuchtigkeit Rohgluten und seine Qualität Autolytische Aktivität Weißgrad (nach Bedarf) Temperatur |
Jede Charge |
GOST 27558-87 Thermometer |
|
|
Tisch salz |
Aussehen Feuchtigkeit Benotung SV nach Dichte |
Jede Charge |
5%ige Lösung Bei trockenem Salz Visuell Durch Trocknen Siebanalyse Hydrometer oder Pyknometer |
5. Methodik zur Durchführung von Grund- und Hilfsanalysen zur Beurteilung der Qualität von Rohstoffen, Halbzeugen und Fertigprodukten
5.1 Organoleptische Beurteilung der Keksqualität
Bestimmen Sie bei der organoleptischen Beurteilung von Keksen das Aussehen der Oberfläche, Form, Farbe, Geschmack und Geruch, das Aussehen im gebrochenen Zustand, die Stückzahl pro 1 kg und die Qualität der Verpackung in der Packung.
Überprüfen Sie die Keksverpackung. Wiegen Sie mindestens 10 Stück Produkte aus der kombinierten Probe und berechnen Sie die Stückzahl pro 1 kg, indem Sie sie mit den Daten in den Rezepten für diese Sorten vergleichen. Untersuchen Sie als Nächstes die Oberfläche und Form der Kekse. Um die richtige Form quadratischer oder rechteckiger Kekse zu bestimmen, messen Sie die geometrischen Abmessungen von drei Keksen und bilden Sie den Durchschnitt. Achten Sie bei der Untersuchung der Keksoberfläche auf die Klarheit des Musters, die gleichmäßige Färbung des Produkts, die gleichmäßige Dicke ohne Schwellungen, Risse oder Einschlüsse. Als nächstes brechen Sie die Kekse in zwei Hälften und untersuchen die Oberfläche des Bruchs. Beachten Sie dabei die gleichmäßige Porosität oder Schichtung, das Fehlen oder Vorhandensein von Schwellungen und das Fehlen von Durchmischung. Zerbrochene Kekse sollten auf Geruch überprüft werden, der der Kekssorte entsprechen sollte, außerdem sollten keine Fremdgerüche (Ammoniak) vorhanden sein. Der Geschmack der Kekse muss der Sorte entsprechen, der Geschmack von Natriumbikarbonat ist nicht erlaubt.
Tragen Sie die organoleptischen Bewertungsdaten in Tabelle 147 ein Geben Sie eine mündliche Beschreibung der analysierten Indikatoren und ziehen Sie eine Schlussfolgerung gemäß den Anforderungen von GOST 24901-89.
5. 2 GradQualitätKekseVonphysikalisch-chemischIndikatoren
5.2.1 Bestimmung des Massenanteils der Feuchtigkeit (GOST 5900-73)
Bestimmung des Massenanteils an Feuchtigkeit nach der beschleunigten Trocknungsmethode (Standardmethode).
Wiegen Sie 5 g gründlich zerkleinerte und gemischte Kekse in zwei Wägeflaschen, die zuvor getrocknet und auf einer technischen Waage gewogen wurden, und stellen Sie sie auf die von ihnen entfernten Deckel (die Probe wird mit einer Genauigkeit von ± 0,01 g entnommen). Die Flaschen mit den Proben werden in einen Trockenschrank gestellt, der auf eine Temperatur von 130 ± 2 °C erhitzt ist. Die Trocknung erfolgt 30 Minuten lang. Die Trocknungszeit wird ab dem Zeitpunkt aufgezeichnet, an dem die Temperatur 130 °C erreicht (nachdem sie beim Einbringen der Flaschen in den Trockenschrank gesunken ist). Nehmen Sie die Flaschen nach dem Trocknen mit einer Zange aus dem Schrank, schließen Sie die Deckel, geben Sie sie zum Abkühlen für 30 Minuten in einen Exsikkator und wiegen Sie sie dann. Berechnen Sie den Massenanteil der Feuchtigkeit W, % anhand der Formel.
Wenn die Abweichung zwischen zwei parallelen Bestimmungen 0,3 % nicht überschreitet, wird der Massenanteil der Feuchtigkeit als arithmetisches Mittel zweier paralleler Bestimmungen ermittelt.
5.2.2 Bestimmung der Alkalität (GOST 5898-87)
Um den Teig bei der Herstellung von Keksen aufzulockern, werden chemische Treibmittel verwendet: Ammoniumcarbonat, Natron. Beim Erhitzen des Teigs im Ofen zersetzen sich diese Stoffe zu den Produkten CO 2 und NH 3, die den Teig auflockern. Das bei der Reaktion entstehende Kohlendioxid führt zu einer alkalischen Reaktion der Leber:
2 NaHCO 3 Na 2 CO 3 +H 2 O+ CO 2,
(NH 4) 2 CO 3 2NH 3 +CO 2 + H 2 O
Die Alkalität von Keksen wird in Grad angegeben. Unter dem Grad der Alkalität versteht man die Anzahl Kubikzentimeter Salz- oder Schwefelsäure mit einer Konzentration von 1 mol/dm 3, die erforderlich sind, um die in 100 g Keksen enthaltenen alkalischen Stoffe zu neutralisieren.
Bei allen Keksarten sollte die Alkalität 2 Grad nicht überschreiten. Um die Alkalität von Keksen zu bestimmen, wird eine Titrationsmethode bereitgestellt, die darauf basiert, das in einer Probe enthaltene Alkali mit einer Säure in Gegenwart von Bromthymolblau zu neutralisieren, bis eine gelbe Farbe auftritt. Rezept für Zuckerkekse
25 g fein zerkleinerte Kekse, auf 0,01 g genau abwiegen, in einen Erlenmeyerkolben mit einem Fassungsvermögen von 500 cm 3 geben. Messen Sie mit einem Zylinder 250 cm 3 destilliertes Wasser bei Raumtemperatur ab. Gießen Sie etwa die Hälfte des entnommenen Wassers in einen abgewogenen Kolben und verrühren Sie die Krümel mit einem Glasstab mit Gummispitze gründlich mit Wasser, bis eine homogene Masse entsteht. Dann nach und nach das restliche Wasser hinzufügen, den Kolben mit einem Stopfen verschließen, 2-3 Minuten schütteln und 30 Minuten stehen lassen, dabei alle 10 Minuten schütteln.
Anschließend den Inhalt des Kolbens durch zwei Lagen Gaze in einen trockenen Kolben oder ein Glas filtern. In zwei Erlenmeyerkolben mit einem Fassungsvermögen von 250 cm 3 werden 50 cm 3 des Filtrats entnommen, 2-3 Tropfen Bromthymolblau hinzugefügt und mit einer Lösung von Schwefelsäure oder Salzsäure mit einer Konzentration von 0,1 mol/dm 3 titriert, bis eine gelbe Farbe entsteht Farbe erscheint.
Alkalität X, Grad, berechnen Sie mit der Formel.
5.2.3 Bestimmung der Feuchtigkeit von Keksen (GOST 10114-80)
Die Kekse sollten im Wasser schnell und deutlich aufquellen. Das Verhältnis der Masse nasser Kekse zur Masse trockener Kekse charakterisiert den Grad der Nässe.
Die Feuchtigkeit von Keksen wird mithilfe eines speziellen dreiteiligen Käfigs und eines Gefäßes mit Wasser bestimmt. Bestimmungstechnik.
Legen Sie die Zelle in Wasser, nehmen Sie sie heraus, wischen Sie die Außenseite mit Filterpapier ab und wiegen Sie sie auf einer technischen Waage. In jeden Abschnitt eine Leber legen, erneut wiegen und 2 Minuten lang in ein Gefäß mit 20 °C warmem Wasser absenken, dann die Zelle aus dem Wasser nehmen und 30 Sekunden lang in geneigter Position halten, damit überschüssiges Wasser abfließen kann. Von außen abwischen und zusammen mit den nassen Keksen wiegen. Die Feuchtigkeit von Keksen N, % wird durch die Formel bestimmt
wobei M1 die Masse der leeren Zelle ist (nach dem Eintauchen und Abwischen der Außenseite), g;
M2 - Masse des Käfigs mit trockenen Keksen, g;
M3 - Masse einer Zelle mit nassen Keksen, g.
Das Ergebnis wird auf die erste Dezimalstelle genau berechnet und auf die nächste ganze Zahl gerundet. Es werden 3 Bestimmungen vorgenommen und, wenn die Abweichungen zwischen den erhaltenen Werten 5 % nicht überschreiten, das arithmetische Mittel berechnet, das als Endergebnis gilt.
Abschluss
Die Qualität von Zuckerkeksen hängt von den verwendeten Rohstoffen, der Produktionstechnologie und den Eigenschaften des resultierenden Produkts ab.
Es umfasst die Registrierung der endgültigen Kontrolldaten von Rohstoffen, die Registrierung von Kontrolldaten von Fertigprodukten und die Registrierung von Zwischenkontrolldaten, d. h. Stufe der Inspektionskontrolle. Daran schließt sich die Phase der statistischen Bilanzierung von Produktion und Technologie an: Registrierung von Prozesskontrolldaten; tägliche Informationen über angewandte Vorgänge, Aufzeichnung von Gerätekontrolldaten; Patente; Verkauf von Produkten. Die letzten Stufen sind Management- und Büroarbeit; Finanzoperationen.
Produktqualität hat in letzter Zeit aufgrund der Marktintegration, des wissenschaftlichen und technischen Fortschritts und der damit einhergehenden ständig steigenden Verbraucheransprüche immer mehr an Bedeutung gewonnen. Um die geforderte Qualität zu erreichen, wird ein Qualitätsmanagementsystem gemäß den Anforderungen der ISO 9001:2000 eingeführt.
Literaturverzeichnis
1. Lurie I.S., Skokan L.E., Tsitovich A.P. Technochemische und mikrobiologische Kontrolle in der Süßwarenproduktion. - M.: „KolosS“, 2003. - 416 S.
2. Lurie I.S., Sharov A.I. Technochemische Kontrolle von Rohstoffen in der Süßwarenproduktion. - M.: Kolos, 2001. - 352 S.
3. Puchkova, L.I. Laborworkshop zur Backtechnik [Text]: Lehrbuch / L.I. Putschkowa. - 4. Aufl. überarbeitet und zusätzlich - St. Petersburg: GIORD, 2004. - 264 S.
4. Shevchenko V.V., Vytovtov A.A., Nilova L.P., Karaseva E.N. Messmethoden zur Überwachung von Qualitäts- und Sicherheitsindikatoren von Lebensmitteln./Teil. 1 Produkte pflanzlichen Ursprungs. - St. Petersburg: Trinity Bridge, 2008. - 300 Seiten.
5. Workshop zur Technologie von Brot, Süßwaren und Nudeln / Ed. L.P. Paschtschenko. - M.: KolosS, 2006. - 215 S.
Gepostet auf Allbest.ru
Ähnliche Dokumente
Eigenschaften von Zuckerkeksen. Die wichtigsten Produktionsstufen und ihre Eigenschaften. Physikalisch-chemische Veränderungen im Teig beim Backen. Systeme zur Beurteilung der Qualität von Zuckerkeksen. Eigenschaften organoleptischer und physikalisch-chemischer Qualitätsindikatoren.
Kursarbeit, hinzugefügt am 27.04.2010
Nährwert von Zuckerkeksen und Möglichkeiten, ihn zu steigern. Faktoren, die das Angebot und die Qualität von Cookies beeinflussen. Anforderungen an die Qualität von Keksen, Mängel, Verpackung und Lagerung. Verbraucherpräferenzen auf dem Butterkeksmarkt in der Stadt Petrosawodsk.
Dissertation, hinzugefügt am 09.06.2015
Allgemeine Produkteigenschaften, Nährwert und chemische Zusammensetzung von Zuckerkeksen, Analyse der Hauptfaktoren, die die Qualität dieses Produkts beeinflussen, Zubereitungstechnologie. Forschungsmethoden für Zuckerkekse, Bewertung der Zusammensetzung und Verpackung.
Kursarbeit, hinzugefügt am 18.05.2010
Nährwert von Zuckerkeksen. Analyse des Mehlsüßwarenmarktes. Struktur des im Sibiriada-Geschäft verkauften Kekssortiments. Identifizierung ausgewählter Forschungsobjekte durch Beschriftung. Organoleptische Beurteilung der Keksqualität.
Kursarbeit, hinzugefügt am 29.09.2013
Untersuchung der Bestätigung der Übereinstimmung der chemischen Indikatoren von Keksen mit den festgelegten Anforderungen in der behördlichen Dokumentation. Untersuchung von Qualitätsindikatoren, Dekoration, Verpackung, Kennzeichnung von Zuckerkeksen. Ausrüstungsliste.
Kursarbeit, hinzugefügt am 06.02.2011
Technologischer Prozess zur Herstellung von Kinderkeksen. Grundlegende regulatorische Anforderungen an die Qualität von Rohstoffen, Fertigprodukten, Materialien und Behältern. Verbrauch an Rohstoffen, Hilfs- und Verpackungsmaterialien. Berechnung der Ausrüstung und ihrer Auslastungsgrade.
Dissertation, hinzugefügt am 16.04.2012
Anforderungen an die Qualität der Grundrohstoffe und deren Vorbereitung für die Produktion. Vorbereitung von Rohstoffen und Halbzeugen für die Produktion. Zubereitung von Emulsion und Teig. Den Teig formen, backen, abkühlen, fertigstellen. Verpackung, Verpackung und Lagerung von Keksen.
Kursarbeit, hinzugefügt am 14.12.2013
Nährwert von Keksen und Möglichkeiten, ihn zu steigern. Klassifizierung und Merkmale des Kekssortiments. Der Einfluss von Rohstoffen und Produktionstechnologie auf die Bildung der Keksqualität. Merkmale von Cookie-Mängeln, Anforderungen an deren Qualität und Sicherheit.
Kursarbeit, hinzugefügt am 14.03.2012
Entwicklung technologischer Prozessdiagramme für die Herstellung von Mehlsüßwaren: Cracker mit Hefe „Stolovy“, Kekse „Nuss“ und „Für Tee“, Kekse mit Soufflé „Original“, Lebkuchenkekse „Morning“ und „Nuss“. Eigenschaften von Rohstoffen und Fertigprodukten.
Kursarbeit, hinzugefügt am 03.05.2013
Sortiment an Süßwaren aus einer Süßwarenfabrik. Technologisches Diagramm zur Herstellung von Hartkeksen. Physikalisch-chemische, kolloidale, biochemische Prozesse nach Stufen des technologischen Prozesses. Methoden und Techniken zur Qualitätskontrolle von Cookies.
Vorheriger Artikel: Regeln zum Marinieren von Champignons Nächster Artikel: Was ist der Unterschied zwischen Borschtsch und Kohlsuppe: Kochmerkmale, Zusammensetzung und Bewertungen Wessen Gericht ist Borschtsch?